
SMT中检工位作业流程及检验项目
中检检验项目及处理方法:
1.作业人员从轨道上拿取贴装后的FPC使用3倍放大镜进行检查。
2.依照相应产品的首件及元件位置图,确认产品贴装后有无下表所示不良现象,根据相应不良现象依表选择对应的处理方式: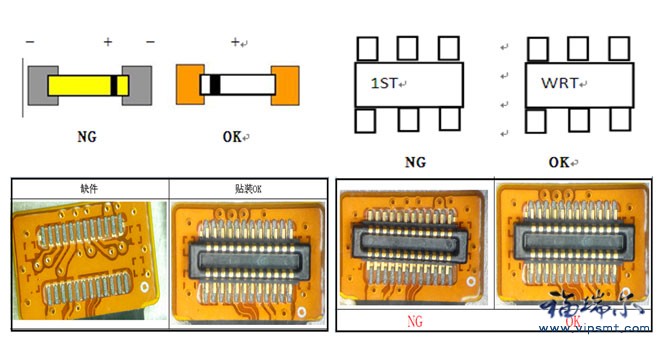

| 不良现象 | 不良描述 | 处理方法 |
| 缺件 | 要求贴片的位置没有贴放元件 | 1,告知技术人员处理并进行手摆, |
| 2,手摆前按照BOM表及元件位置图确认好有无摆放方向。 | ||
| 错件 | 所用零件与工程资料之规格不一致 | 1,告知技术人员处理并进行手摆, |
| 2,手摆前按照BOM表及元件位置图确认好有无摆放方向。 | ||
| 极性反 | 零件的贴装方向极性与零件位置图不相符 | 1,告知技术人员处理并进行手摆, |
| 2,手摆前按照BOM表及元件位置图确认好有无摆放方向。 | ||
| 错件 | 所用零件与工程资料之规格不一致 | 1,告知技术人员处理并进行手摆, |
| 2,手摆前按照BOM表及元件位置图确认好有无摆放方向。 | ||
| 极性反 | 零件的贴装方向极性与零件位置图不相符 | 1,告知技术人员处理并进行手摆, |
| 2,手摆前按照BOM表及元件位置图确认好有无摆放方向。 | ||
| 偏移 | 零件不在焊盘的中心上,上下或左右偏移,超出焊盘的1/2 | 告知技术人员处理并对零件进行修正 |
| 反件 | 零件表面朝下,背面朝上 | 1,告知技术人员处理并进行手摆, |
| 2,手摆前按照BOM表及元件位置图确认好有无摆放方向。 |
中检检验项目及处理方法:
1.侧面发光LED零件贴装于L形PAD上,置件确认标准:零件整体引脚在PAD居中位置。
2.缺件、多件、错件不良,可依据首件和零件位置图进行手动镊子摆(参照5.2);偏移、反向、立碑及反面不良,可用镊子将零件进行修正。
3.对产品检验后若有缺件、多件、错件不良填写《组装检验日报表》.
注意事项:
带零件的产品需要带静电手环操作,静电线需要接地。
因为产品上零件还未焊接,检查时尽量不要碰触零件,以防 止零件抹掉或造成偏移、短路等不良现象。
镊子夹取零件后,必须用无尘布擦拭干净方可再次使用。
针对有极性的零件必须认真核对零件规格和极性方向后进行手补,避免手摆件错误。