什么是SMT回流焊,回流焊接的过程是什么
回流焊就是通过大量加热,使锡膏受热融化从而让表面贴装元器件和PCB焊盘通过焊锡膏合金可靠地结合在一起的制程。焊接前,表面贴装元件依靠一定量的锡膏的粘性被固定在表面,合金焊料融化后,通过润湿作用附着在金属表面,冷却固化后,在PCB 和元件之间创建一种机械和电器的连接。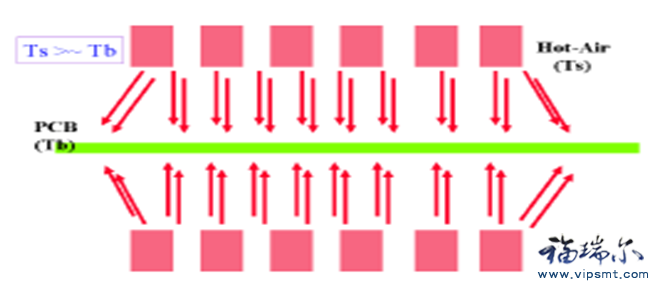

具体过程:
按照回流焊中温度、时间的变化,焊接位置的锡膏会依次经历以下过程。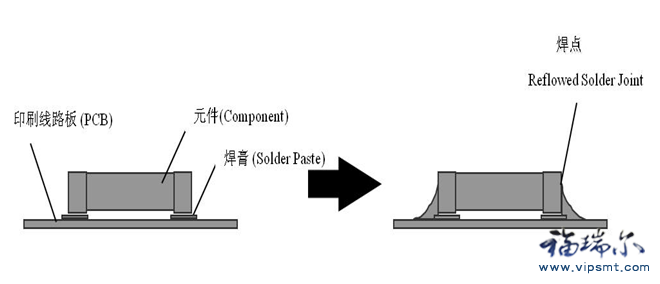
标准SMT回流焊炉温曲线:
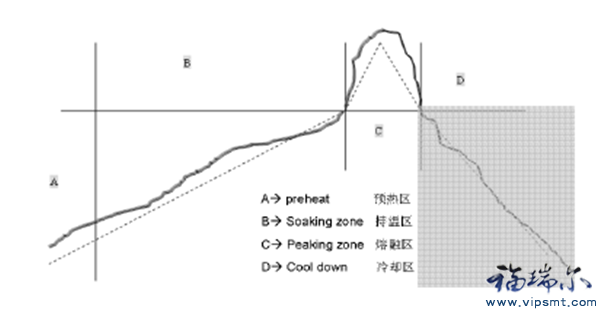
按照温度-时间的变化规律,并结合焊料的变化阶段,可以将炉温曲线分解为:
预热区、保温区、熔融区、冷却区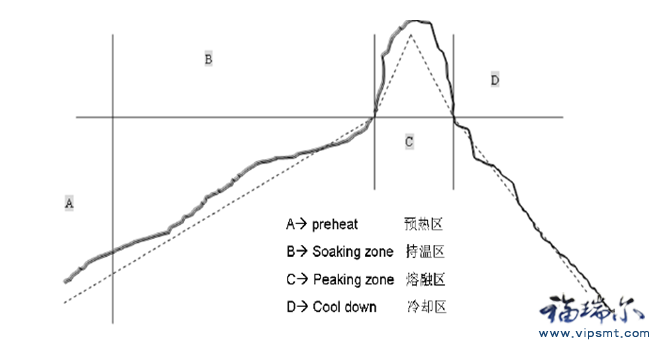
A 预热区:
初始的升温阶段需要注意升温速率不可快。因为升温过快可能导致PCB或零件因热应力损坏,还可能使稀释剂急速的挥发造成四溅。升温速率的限制一般是零件制造商所建议,设定在4℃/sec以下,介于1~3℃/sec之间。
关键控制点:升温速率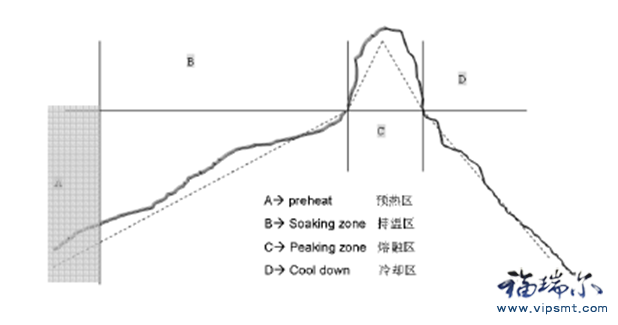
B 保温区:
保温的目的在保证PCB上的各部位到达尖峰融锡区前的温度。使锡膏中的稀释剂有足够的时间充分挥发、松香和活化剂完成其清洁接合表面的作用。更重要的是保证PCB上升温速度不一的区域能通过热传导作用而使温度到达一致。但保温区的时间也不宜过长,否则助焊剂也会因氧化而耗尽。而保温区的温度应按照PCB设计的复杂性及回焊炉的热传导性能而定。
关键控制点:保温温度、保温时间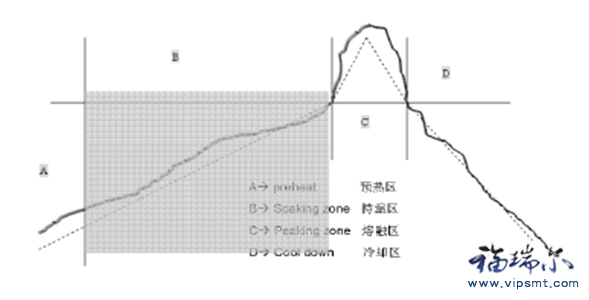
C 熔融区:
温度曲线的峰值温度是使PCB高于锡膏熔化的温度,峰值温度的选择为温度曲线中的核心过程。若温度不够高,则锡膏无法熔化;若温度过高,则会受热而损坏。
金属表面的氧化物及回焊炉中的氧气却会阻碍助焊剂有助于合并和润湿。温度愈高,助焊剂的作用愈强,但同时在回焊炉中遭受氧化的机会亦愈高。
锡膏熔化后的黏滞度和表面张力随温度升高而降低,可使润湿效果增快。
关键控制点:峰值温度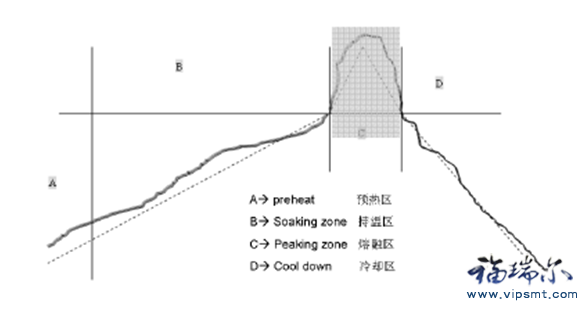
D 冷却区:
只要锡膏中的粉末颗粒熔化,并能润湿待接合的表面,则冷却速率愈快愈好,焊点光亮、接触形状良好,且有足够的强度。冷却速率慢会使较多基材物质熔入锡膏中,产生粗糙或空焊点。甚者,某些接头端金属会溶解造成抗润湿或是焊点强度不佳。当融锡未完全凝固前遭受振动,还会使焊点完整性变差。当然,如某些元器件对温差变化极为敏感,也需要对冷却速率作一定的限制。
关键控制点:冷却速率