
生产制造2025年总体规划目标与思路
(一)总体思路
围绕建立世界级企业、围绕成为行业第一、围绕制造“品质、安全、高效、低耗、环保”产品、围绕实现精益生产在制造过程中的体现,规划企业的未来。导入精益生产理念,建立生产制造文化、体系、流程和标准,提升员工的制造素养,利用先进的精益生产工具改善生产管理、制造质量、制造技术、制造工艺、物流技术、信息技术。建设“安全、低耗、环保、精益化、精细化、信息化”的制造体系。
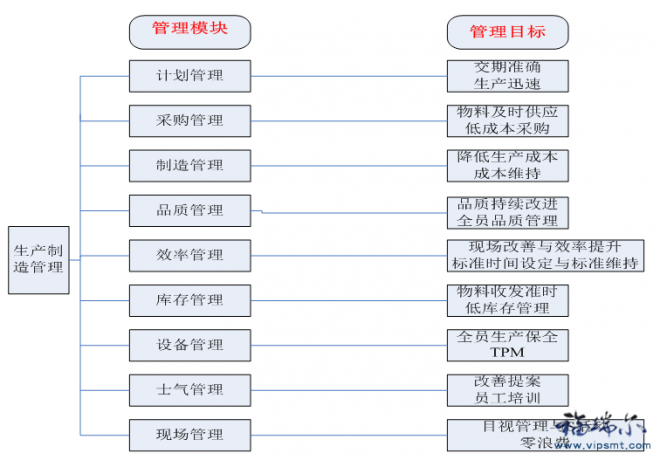

(二)管理蓝图和管理目标
生产管理的目标:
高效、低耗、灵活、准时地生产合格产品,提供满意服务
高效:迅速满足用户需要,缩短订货提前期,争取用户
低耗:人力、物力、财力消耗最少。成本、低价格
灵活:能很快地适应市场变化,生产不同品种和新品
准时:在用户需要的时间,按用户需要的数量,提供所需的产品和
服务:合格产品和满意服务:是指产品和服务质量达到顾客满意水平。
(三)目标和措施
1)产能规划目标
2)核心制造技术水平分析,从下料成型、焊接、装配、加工、涂装、检测、绿色制造等方面分析
3)生产精细化管理控制制造成本。生产能源的精益化管理;钢板利用率提高;生产辅料的精益化管理;劳动用品和低价值易耗品的精益管理;收旧利废的提升;员工技能,智慧的充分利用。(2)过程质量控制能力提升。建立过程质量控制体系,结合零缺陷项目,以公司的内外部质量信息统计分析为源头,找到质量改善点,提升产品质量。
4)内外部物流改善。生产停顿研究分析与改善;过程零件停滞的分析与改善(从时间、空间和数量上改善);现场物流路线改善;零件配送的准时性、成套性工作改善;仓库的管理与优化。
5)生产支撑系统运用。加强计算机管理(如SAP系统)在生产过程中的作业;加强现场作业指导书、检验作业指导书对现场的指导作业,让员工清楚应当做什么,怎样做,做到怎样标准算合格;加强质量对现场生产的管控,以及质量分析对制造的引导;加强现场设备保养、维护,建立专业技能高,职业素养高的设备维修队伍;建立良好的后勤保障体系,保证生产稳定运行。
生产制造2025年总体规划目录与思路
| 工艺项目 | 工艺水平 | 存在问题 | 改进措施 |
| 下料技术 | ①火焰切割50% | ①火焰切割仍然比较多。中板激光切割为0; | 大力推进激光切割,限制火焰切割设备采购。 |
| 等离子切割50% | 下料精度与割口与国际企业仍有差距 | ||
| ②变形中等 | |||
| ③孔用下料+加工方法进行 | |||
| ④下料精度:1-2mm | |||
| 焊接技术 | ①MIG焊:100% | ①MIG焊达国际先进水平 | 推进机器人焊接、焊接专机、智能焊机 |
| ②变位机:90% | ②机器人焊接率行业领先。焊接规范。 | ||
| ③机器人/焊接专机:90%左右 | |||
| 结构件加工技术 | ①专机70%,通用加工设备10%左右,数控加工设备20%左右 | ①专机加工多,结构件的生产线柔性差。 | 进行柔性化加工改造。 |
| ②高效刀具:80%左右 | |||
| 结构件、薄板件焊接工艺 | ①组焊质量较好:闪缝1-2mm,焊道规范 | ①组焊质量仍然需要提升。 | 研究世界级结构件、薄板件焊接的标准。 |
| ②变形控制:分小总成焊接,加火焰校正。 | ②焊接变形和应力较大,薄板件焊点仍明显 | ||
| ③有焊接规范,机器人执行规范。 | ③焊接细节质量水平与卡特企业仍然有较大的差距。 | ||
| ④焊接后总成加工; | |||
| 整机装配工艺 | ①按台套拉动式生产 | 细节工艺标准与工艺装配配置与卡特仍有差距。 | 研究装配工艺,研究装配线,努力提升装配效率和质量。 |
| ②电动定扭扳手开始大量应用 | |||
| ③在线检测技术应用 | |||
| 整机试验工艺 | ①整机试验 | ①成本较高 | 在配套件质量和装配质量提升后,逐步推行免试验技术 |
| ②性能检测 | |||
| 涂装技术 | ①免整机喷涂 | ①外观缺陷仍然比卡特等国际企业多。 | 研究制定国际水平涂装标准,注重细节工艺与过程控制 |
| ②双组分聚氨脂漆 | |||
| ③薄板粉末喷涂 | |||
| 再制造技术 | ①再制造拆解技术
②再制造清洗技术 ③零件检测鉴定技术 ④零件再制造加工技术 ⑤再制造装配技术 ⑥磨合与试验技术 ⑦再制造涂装与包装技术 ⑧信息化再制造技术 | 简单的清洗、修复 | 开发表面技术、攻克零件寿命评估难题,着力提高旧件利用率,使之对循环经济的贡献更大 |
| 绿色制造技术 | 绿色设计,绿色工艺,绿色包装、绿色生产 | 绿色工艺目前达不到物料和能源消耗最小化、废弃物最小化、环境污染最小化的加工工艺 | 产品开发(从概念
设计到详细设计,设计过程中考虑产品整个生命周期的其它各个阶段)、产品制造(加工和装配)、产品使用及最后的产品处置(包括解体或拆卸、再使用、回收、开发、焚烧及掩埋) |