
SMT锡膏印刷不良判定与相关原因分析解决
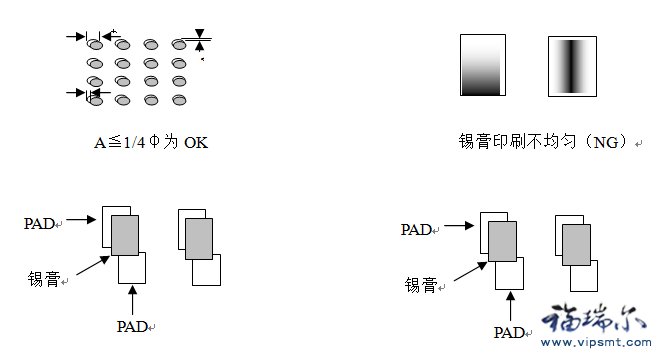
锡膏印刷不均匀,锡膏量一多一少,会引起曼哈顿(立碑)现象。锡膏印刷太少或贴片偏位,易导致虚焊不良。锡膏量过多,使锡膏形状崩塌,超出焊盘的锡膏在融化的过程中形成锡珠,易造成短路现象。元件表面或焊盘表面氧化,降低了可焊性,使得焊锡和元件及焊盘浸润不良而形成虚焊,应避免使用元件表面或线路板焊盘氧化的部品,以保持良好的可焊性。
锡膏印刷应均匀,锡膏应与焊盘尺寸、形状相等,并与焊盘对齐,锡膏的最少用量应覆盖住焊盘的75%以上的面积,过量的锡膏最大覆盖区域须小于1.2倍的焊盘面积,禁止与相邻焊盘接触。以下为印刷的相关不良判定标准与影响印刷不良的相关因素分析:
1. 印刷不良判定标准: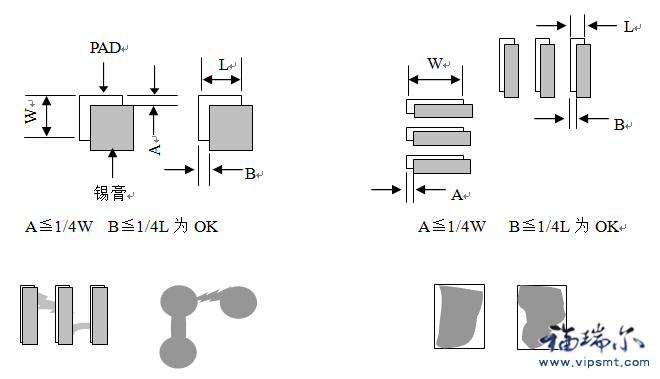

2. 影响印刷不良的相关因素分析: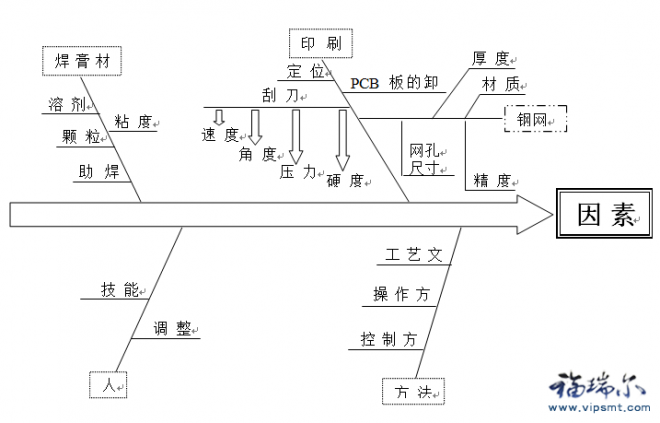
印刷锡膏在整个生产中引起的质量问题占的比重较大,印刷质量与模板的状况、锡膏设备的刮刀、操作与清洗有很大关系,解决这类问题要注意各方面的技术要求,一般来说要想印出高质量的锡膏印刷,必须要有:
1)良好适宜的锡膏。
2)良好合理的模板。
3)良好的设备与刮刀。
4)良好的清洗方法与适当的清洗频次。
3. 锡膏印刷不良相关原因分析与处理方法:
3.1、坍塌
印刷后,锡膏往焊盘两边塌陷。产生的原因可能是:
1) 刮刀压力太大。
2) 印刷板定位不稳定。
3) 锡膏粘度或金属百分含量过低。
防止或解决办法:
调整刮刀压力;重新固定印刷板;选择合适粘度的锡膏。
3.2、锡膏厚度超下限或偏下限
产生的可能原因是:
1) 模板厚度不符合要求(太薄)。
2) 刮刀压力过大。
3) 锡膏流动性太差。
防止或解决办法:
选择厚度合适的模板;选择颗粒度和粘度合适的锡膏;调整刮刀压力。
3.3、厚度不一致
印刷后,焊盘上锡膏厚度不一致,产生的原因可能是:
1) 模板与印刷板不平行。
2) 锡膏搅拌不均匀,使得粘度不一致。
防止或解决办法:
调整模板与印刷板的相对位置,印刷前充分搅拌锡膏。
3.4、边缘和表面有毛刺
产生可能原因是锡膏粘度偏低,模板网孔孔壁粗糙或孔壁粘有锡膏。防止或解决办法:
钢网投产前确认检查网孔的开孔质量,印刷过程中要注意清洗网板。
3.5、印刷均匀
印刷不完全是指焊盘上部分地方没印上锡膏。产生的可能原因是:
1) 网孔孔堵塞或部分锡膏粘在模板底部。
2) 锡膏粘度太小。
3) 锡膏中有较大尺寸的金属粉末颗粒。
4) 刮刀磨损。
防止或解决办法:清洗网孔和模板底部,选择粘度合适的锡膏,并使得锡膏印刷能有效地覆盖整个印刷区域,选择金属粉末颗粒尺寸与窗孔尺寸相对应的锡膏。
3.6、拉尖
拉尖是指漏印后焊盘上的锡膏呈小山峰状,产生的可能原因是:印刷间隙或锡膏粘度太大,或钢网与线路板脱模(即分离)速度过快。 防止或解决办法:将印刷间隙调整为零间距或选择合适粘度的锡膏,减小脱模速度。
3.7、偏位
偏位是指印刷后的锡膏偏离焊盘1/4及以上的距离,产生的可能原因是:
1) 线路板定位不良(线路板偏位或定位不牢),印刷时产生偏位;
2)印刷时,线路板定位不平整,线路板与钢网之间有间隙;
3)钢网与线路板未对中(半自动印刷机);
4)印刷时,线路板与钢网间存在一定角度的夹角;
5)钢网变形;
6)钢网开孔与线路板存在不同方向的偏移;
防止或解决办法:
检查线路板定位治具是否良好,有无松动或移位,定位PIN与线路板是否匹配;确认钢网与线路板是否完全对中,线路板与钢网间是否存在夹角的情况,并进行相应的调整;检查钢网是否变形,钢网开孔是否与线路板焊盘存在不同方向的偏位现象,确认为钢网不良,报技术主管确认处理。
4、锡膏使用相关要求:
1) 较为理想的使用环境温度为20~27℃,相对湿度为40%~60%RH。
2) 平时不使用时应密封保存在冰箱内(0~10℃)。
3) 使用时从冰箱中取出放置,须解冻3小时以上,使其达到室温。
4) 使用前要充分搅拌。