
恒温烙铁使用管理规定
1.0 目的
规范电烙铁手工焊接工艺、检验及基本保养要求,以确保工艺的准确实施,保证焊接质量,提高电烙铁使用寿命。
2.0 范围
适用于生产线电烙铁的使用、检验及保养。
3.0 职责
3.1 PIE设备组:负责电烙铁的申购、使用监督,使用方法的培训并负责不良电烙铁的原因检查及维修;
3.2 生产班组:负责电烙铁的日常管理、烙铁头更换,并按本规定要求进行操作。
4.0 程序内容
4.1 电烙铁选用及技术要求
4.1.1 电烙铁给接合金属提供热量,是决定能否达成良好焊接的重要工具。通常条件下电烙铁选用可参照下表的选择条件:
温度特性 1、可调节温度200℃-420℃;
2、温度上升和温度恢复速度快 (功率要求:60~90W);
3、达到设定温度后,温度波动范围小;
4、作业时温度跌落小,能连续作业;
5、消耗电力小,热效率高。
安全性
1、烙铁头对地电势<2mv;
2、烙铁头对地电阻<2Ω;
3、电气绝缘性好;
4、烙铁头使用三芯电源线接地。
作业性 1、烙铁头容易更换;
2、焊笔质量轻,方便操作;
3、手柄不能发热。
经济性 1、构造坚固,有耐久性;
2、容易维修;
3、烙铁头、发热芯的寿命长,容易更换;
4、性价比高。
防静电 1、 PCB焊接、维修、测试等场合,必须使用防静电烙铁进行作业,并且做好有效防静电接地;
2、 其他场合,如热烫胶件组合等,可以使用普通电烙铁进行作业。
4.2 电烙铁使用要求
4.2.1 进行焊接工作前,必须先把清洁海绵湿水,再挤干多余水分,以轻压海绵不出水为宜。如果使用非湿润的清洁海绵,会使烙铁头受损而导致不上锡;
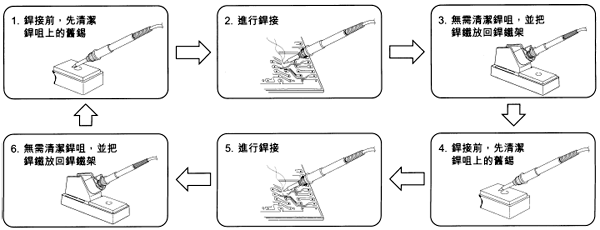
4.2.2 进行焊接工作时,按以下的焊接顺序可以使烙铁头得到焊锡的保护及减低氧化速度;

4.2.3 进行焊接工作后,先切断电源,待烙铁头稍冷却后清洗烙铁头,再加上一层新锡做保护。
4.3 使用注意事项
4.3.1 在保证焊接质量的前提下,尽量使用低温焊接。高温会使烙铁头加速氧化,降低烙铁头寿命。如果烙铁头温度超过470℃,它的氧化速度是380℃的两倍﹔
4.3.2 切勿施压过大。在焊接时,请勿施压过大,否则会使烙铁头受损变形。只要烙铁头能充分接触焊点,热量就可以传递。另外,选择合适的烙铁头也能帮助传热;
4.3.3 进行焊接工作后,需保持烙铁头上锡。这可以减低烙铁头的氧化机会,使烙铁头更耐用。使用后,应待烙铁头温度稍微降低后才加上新锡,使镀锡层有更佳的防氧化效果;
4.3.4 保持烙铁头清洁及时清理氧化物。如果烙铁头上有黑色氧化物,烙铁头就可能会不上锡,此时必须立即进行清理。清理时先把烙铁头温度调到约250℃,再用清洁海绵清洁烙铁头,然后再上锡。不断重复动作,直到把氧化物清理为止;
4.3.5 选择合适烙铁头。选择正确的烙铁头尺寸和形状是非常重要的,选择合适的烙铁头能使工作更有效率及增加烙铁头的耐用程度。短而粗的烙铁头传热较长而幼的烙铁头快,而且比较耐用。扁的、钝的烙铁头比尖锐的烙铁头能传递更多的热量。一般来说,烙铁头尺寸以不影响临近元件为标准。选择能够与焊点充分接触的几何尺寸能提高焊接效率。
4.4 手工焊接工艺要求
4.4.1 电烙铁焊接温度设置。除非有特殊要求(如焊接热敏器件及贴片器件),无铅手工焊接温度范围应设置在350℃~420℃范围内。一般焊点焊接温度设置为380±15℃,大焊点焊接温度设置为400±15℃(大焊点一般指焊盘直径大于4mm的焊点,通常相应元器件引脚较粗);
4.4.2 使用前按WI要求将电烙铁温度设定至合适温度值,并使用专用温度计进行温度检测,检测方法按照《电烙铁温度测试指导书》要求执行,检测结果记录至《电烙铁、风批、电批测试记录表》;
4.4.3 加热焊件。电烙铁的焊接温度由实际使用情况决定。一般来说以焊接一个锡点的时间限制在2~4秒最为合适。焊接时烙铁头与印制电路板成45°角,电烙铁头顶住焊盘和元器件引脚然后给元器件引脚和焊盘均匀预热;
4.4.4 移入焊锡丝。焊锡丝从元器件脚和烙铁接触面处引入,焊锡丝应靠在元器件脚与烙铁头之间;
4.4.5 移开焊锡。当焊锡丝熔化(要掌握进锡速度)焊锡散满整个焊盘时,即可以45°角方向拿开焊锡丝;
4.4.6 移开电烙铁。焊锡丝拿开后,烙铁继续放在焊盘上持续1~2秒,当焊锡只有轻微烟雾冒出时,即可拿开烙铁,拿开烙铁时,不要过于迅速或用力往上挑,以免溅落锡珠、锡点、或使焊锡点拉尖等,同时要保证被焊元器件在焊锡凝固之前不要移动或受到震动,否则极易造成焊点结构疏松、虚焊等现象;
4.4.7 无铅焊点外观检验标准:良好的焊点,焊料和焊件应充分润湿,焊料与焊盘或引线之间的界面的接触角应小于90°,焊点焊锡量需适当,要有足够的强度,不应有毛刺、沙眼及气泡。
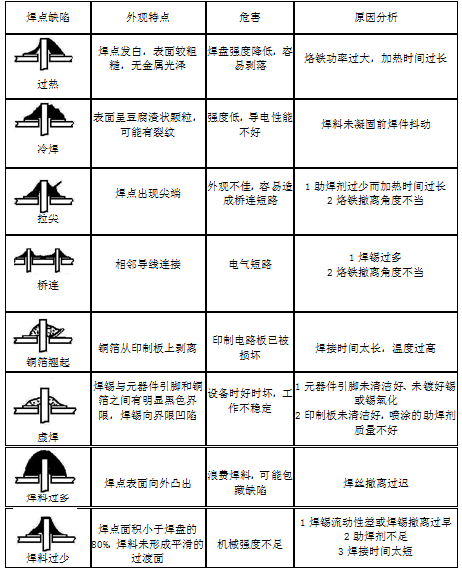
4.5 手工焊接常见不良及检验
4.6 烙铁头失效判定及维修方法
4.6.1 烙铁头失效机理分析及处理办法表:
| 条件 | 症状 | 原因 | 防止 | 处理办法 |
| 有机残留物 | 不沾锡,黑色残留物 | 酸性腐蚀 | 保持烙铁头裹锡 | 定时用金属丝去除残留物, 重新对烙铁头在锡炉中沾锡 |
| 氧化 | 氧化, 铁锈色 | 空气接触氧化 | 保持烙铁头裹锡 | 强力助焊剂, 裹锡 |
| 合金层覆盖 | 不沾锡, 黑色残留物 | 过度裹锡 | 不用时, 低功率输出 | 定时用金属丝去除残留物, 重新对烙铁头在锡炉中沾锡 |
| 破裂 | 有洞 | 操作员用力压迫 | 保持烙铁头裹锡 | 损坏 |
| 腐蚀或分解 | 有洞 | 酸腐蚀 | 旋转烙铁头 | 损坏 |
| 分解 | 有洞 | 长期裸露 | 不用时, 低功率输出 | 损坏 |
4.7 手工焊接作业人员要求
4.7.1 懂得电子产品的手工焊接工艺、静电防护、安全用电和6S知识;
4.7.2 经过相关技能培训及正式考核合格;
4.7.3 严格按本标准相关规定进行工作。
5.0 附录文件
5.1 《电烙铁温度测试指导书》
5.2 《电烙铁、风批、电批测试记录表》