
PCBA制造中湿度的影响
作者:英国 马瑟韦尔 TSI Consultants公司技术总监:Mike Cummings
湿度在制造过程中起着关键的作用,太低将导致东西干燥,ESD增加,灰尘水平较高,模板开孔更容易堵塞,模板磨损增加,已经证明湿度太低直接影响并降低生产能力。太高将导致材料潮湿吸收水分,造成分层,爆米花效应、焊料球。潮湿也降低了材料的Tg值,增大了回流焊期间的动态翘曲。
表面潮湿简介
金属上的潮湿吸水层等
几乎所有的固体表面(如金属、玻璃、陶瓷、硅等)都有一个潮湿吸水层(单分子层或多分子层),当表面温度等于周围空气的露点温度(取决于温度、湿度和气压),这种潮湿吸水层就成为可见层。金属对金属的摩擦力随着湿度的降低而增加,在相对湿度20%RH及以下,摩擦力比在相对湿度80% RH条件下增加了1.5倍。
有机塑料上的潮湿吸水层等
多孔或吸潮表面(环氧树脂、塑料、焊剂等)往往吸收这些吸水层,即使表面温度低于露点(冷凝)时,在材料表面也看不到含有水分的吸水层。
正是这些表面上的单分子吸水层中的水渗透到塑封器件(MSD)中,当单分子吸水层在厚度上接近20层时,这些单分子吸水层吸收的水分最终会导致回流焊期间的爆米花效应。
应根据IPC-STD-020控制塑封器件在潮湿环境中的曝露状况
制造过程中的湿度影响
湿度对生产制造有多种影响,一般来说,潮湿是不可见的(重量增加除外),但带来的后果是气孔、空洞、焊料飞溅、焊球和底部填充空洞等。
对于任何工艺过程来说,最糟糕的潮湿情况是水分凝结,需确保基板表面水分控制在允许的范围内,而不会对材料或工艺过程产生不利影响。
受控的允许范围?
在几乎所有的涂层工艺(硅半导体制造中旋转涂布、掩膜和金属涂层)中,公认的措施就是控制与基板温度相对应的露点,然而基板组装制造业从来没有考虑过环境问题是一个值得关注的问题(虽然我们在全球消费者团队发布了环境控制指南和应控制的各种参数)。
随着器件制造工艺走向更精细的功能特征,更小的元件和更高密度的基板使我们的工艺要求接近了微电子和半导体行业的环境要求。
我们已经知道了灰尘控制问题,以及它给设备和工艺过程所带来的问题。我们现在要知道,元件和基板上的高湿度水平(IPC-STD-020)会引起材料性能退化、工艺和可靠性问题。
我们已经推动一些设备制造商在设备中控制环境,材料供应商配制的材料能够在更恶劣的环境中应用。到目前为止我们已经发现湿度会引起焊膏、模板、底部填充材料等的问题。
通常涂料如焊膏是由固体悬浮在溶剂、水或溶剂混合物上形成的,这些液体涂覆到金属基板的主要功能是提供粘性,粘结在金属表面,但是如果金属表面接近环境露点,水可能会部分凝结,锡膏下捕获的水分将造成附着力问题(涂层下水泡等)。
在金属涂覆工业中,露点仪可用于确保涂层对金属基体的粘附性。
从根本上说,这个仪器准确测量金属基板上或周围的湿度水平并计算露点,将这个结果与测量部件的基板表面温度进行比较,然后计算出基板温度和露点之间的∆T,如果∆T小于3~5 ℃,部件不能被涂覆,因附着力差,会导致空洞。
吸潮与相对湿度RH和露点的关系
在相对湿度约20% RH时,基板和焊盘上有一个水分子氢键的单分子层,粘接到表面(不可见)。水分子是不移动的,在这种状态下,甚至在电气性能上,水是无害的良性的。可能会发生一些干燥问题,取决于基板在车间的储存情况,这时表面上的水分交换地进行吸潮与蒸发,保持恒定的单分子层。
单分子层的进一步形成,依赖于基板表面的水分吸收。环氧树脂、焊剂和OSP都具有高吸水性,金属表面则没有。
 随着与露点相关的相对湿度RH水平的提高,金属焊盘(铜)将吸湿更多的水分,甚至穿过OSP,形成多分子层(多层)。关键是单分子层20层及其以上的地方,集聚了大量的水,电子可以流动,由于污染物的存在,会形成枝晶或CAF。当接近露点温度(露点/冷凝)时,多孔表面如基板容易吸收大量的水,当低于露点温度时,亲水表面会显著地吸收大量的水。对于我们的电子组装工艺,当这些吸收的紧抱表面的水分达到一个临界量时,就会引起焊剂效率降低,在底部填充和回流焊过程中排气,以及模板印刷时不良的焊膏释放等问题。
随着与露点相关的相对湿度RH水平的提高,金属焊盘(铜)将吸湿更多的水分,甚至穿过OSP,形成多分子层(多层)。关键是单分子层20层及其以上的地方,集聚了大量的水,电子可以流动,由于污染物的存在,会形成枝晶或CAF。当接近露点温度(露点/冷凝)时,多孔表面如基板容易吸收大量的水,当低于露点温度时,亲水表面会显著地吸收大量的水。对于我们的电子组装工艺,当这些吸收的紧抱表面的水分达到一个临界量时,就会引起焊剂效率降低,在底部填充和回流焊过程中排气,以及模板印刷时不良的焊膏释放等问题。
焊膏
 实际上焊膏与涂覆材料如涂料有类似的过程,尽可能多的助焊剂必须粘附到基板表面,以使焊膏有效地从模板开孔中释放。接近周围环境露点的焊膏会降低粘性强度,从而导致焊膏释放不良。
实际上焊膏与涂覆材料如涂料有类似的过程,尽可能多的助焊剂必须粘附到基板表面,以使焊膏有效地从模板开孔中释放。接近周围环境露点的焊膏会降低粘性强度,从而导致焊膏释放不良。
ECU单元的空气温度应尽可能遵守与露点有关的金属涂覆的规则,即对于金属涂覆,如金或锡,基板温度应不超过露点温度4±1 ℃的界限,对于多孔/亲水表面,如OSP,我们要求的最低温度应≥5 ℃。
DEK印刷机设置
在车间,DEK ECU实际设定温度26 ℃。机内环境相对湿度45% RH,机内环境下计算的基板露点温度15 ℃。进入丝网印刷机之前记录的最冷基板温度是19 ℃,ΔT(基板温度与露点之差)是(19 ℃-15 ℃)4 ℃,这仅仅达到了金属安全涂覆ASTM和ISO涂层规范(最低4±1℃)的低限,但是现场的生产操作就有可能失败。多孔表面涂覆规范要求基板温度高于5 ℃,因此我们可以认为该基板将吸潮。
如果我们把一个冷的(19 ℃)基板放置到其他设备上,如富士设备,车间湿度>60%RH,我们会有一个2 ℃的ΔT,这将根本不能满足ASTM/ISO涂覆规范要求,因为基板太湿。优化的良好设置应是露点之上≥5 ℃。
 车间测量
车间测量
基板表面吸收的水分取决于表面温度与环境空气温度和相对湿度(露点),当基板温度接近露点时,由于形成较厚的多分子层水层,焊盘潮湿,将使焊膏等的附着力(粘性)低下,造成模板开孔中焊膏的不良释放。
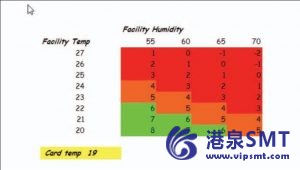
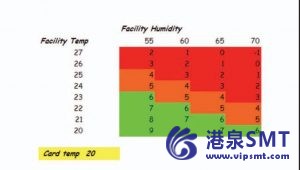
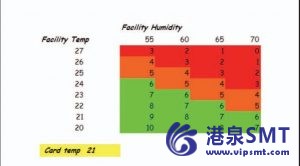
下面是根据车间情况的各种温度和湿度范围计算的临界温度。记录了三个基板温度19 ℃、20 ℃和21 ℃,图1给出了以避免水分吸收的安全的车间湿度与温度范围(设备内部环境需要测量)。
基板温度稍高,对车间环境的要求就相对较低。
露点试验(达因值)
当湿度增加(>50% RH),基板表面温度在接近露点温度的4~5 ℃范围内,所有的基板表面都有润湿不良。我们设计了一个室内相对湿度水平43% RH的试验,基本上远低于实际测量的车间最坏情况(60%~65% RH),湿度对工艺过程的影响是很普遍的。我们进行了测试,将一块清洁基板置于车间的冰箱内半小时,直到冷却到低湿度车间所需的露点温度,用达因笔测试时,达因值已经从>40达因降至37达因,这足以说明湿度对工艺过程的影响,在高湿度和室温下影响会更大,达因值肯定会更急剧地下降。