
独特的加热、 再流焊技术,最大限度地焊锡膏诱导排尿下指示灯
 由井架 HERRON、 铟公司和约翰 · 马图林,查理 · 威尔金森,安森公司
由井架 HERRON、 铟公司和约翰 · 马图林,查理 · 威尔金森,安森公司
当焊接到电路板的 Led,排尿可以是一个关键问题。与其他终止的底部组件一样热垫用于传输的部分,允许其功能在一个凉爽的温度产生的热量。在焊点内排尿会干扰传热,导致组件运行热,缩短使用寿命的 LED。众所周知在行业,焊锡膏诱导排尿这些热垫上是一个常见的问题。
已开发了一种新工艺在哪里焊锡打印粘贴、 粘贴然后晒干、 鲜粘贴打印原始存款,然后重排大会时使用标准回流做法。印刷和回流的过程,本文考虑的方面包括干燥温度、 模具厚度、 孔径大小、 间距、 坍落度的空隙减少的数量与粘贴。
介绍
传统的电力照明已使用电流通过金属灯丝加热它,直到它会发光,产生光的白炽灯泡。这种类型的技术首先是在 19 世纪早期尝试并持续到那个世纪末当托马斯 · 爱迪生和他的伙伴取得商业成功的版本。虽然对这项技术进行了改进,即使在今天灯泡只产生在小效率百分比,绝大多数被转化为热量而不是光的输入功率。灯泡的寿命也是这项技术由于花丝的脆弱性质的缺点。出于这些原因,最近的趋势和法规有推动更高效的照明技术进入主流。
一个流行的解决方案是使用发光二极管 (Led) 代替传统的灯泡。Led 易碎的比含灯丝的灯泡,使用寿命较长。发光二极管也是更有效率,使用更少的能源,对热比传统的灯泡。然而,它也是热的创作,是 LED 照明灯具制造商的主要问题 — — 该模具所产生的热量必须能够逃脱,模具冷却,或 LED 的寿命会缩短。
每个贝格斯公司,它是很常见今天为三或五-瓦 Led 在照明行业中使用。这一趋势迈向 10 瓦特 Led 大功率照明解决方案。与这些更高的功率器件,产生了更多的热量。这是 device.1 的功率的常见的任何 LED 超过 1 瓦要安装在 PCB,以便更好地传热比仅仅通过含铅的线索中得到的表面
 与终止的底部组件,如大功率 Led,热被抬离通过热垫在其底面上的组件。焊点,连接垫到董事会允许换热器成板和从该组件。发现在此焊点内的空隙干扰直线成板和传热从组件,创建热点。在大功率 Led,这可以导致 LED 输出颜色的变化,同时也缩短组件生命。
与终止的底部组件,如大功率 Led,热被抬离通过热垫在其底面上的组件。焊点,连接垫到董事会允许换热器成板和从该组件。发现在此焊点内的空隙干扰直线成板和传热从组件,创建热点。在大功率 Led,这可以导致 LED 输出颜色的变化,同时也缩短组件生命。
一种新型的限制对这些热垫排尿方法。第一,印刷在垫上的正常方式。委员会然后通过低温烤箱派去干粘贴。同样的板然后获取打印打印机中第二次,酱应用直接放在第一次打印存款。
关注在这个试验中发现的主要问题之一是,焊料粘贴是打印,然后用第二次的印刷完成之后在原始打印干板上。如果同一个模具用于两个打印,然后粘贴必须不是在所有低迷在干燥过程中或模具中将不能垫好。在财务方面,最好的情况下如果是同一个模具可用于两个第一和第二次指纹,进行模具过程中没有伤害。
最初发表在诉讼的 SMTA 国际,罗斯蒙特,白细胞介素,9 月 25‐September 29、 2016年。
 理论上讲,可能发生两种可能性︰
理论上讲,可能发生两种可能性︰
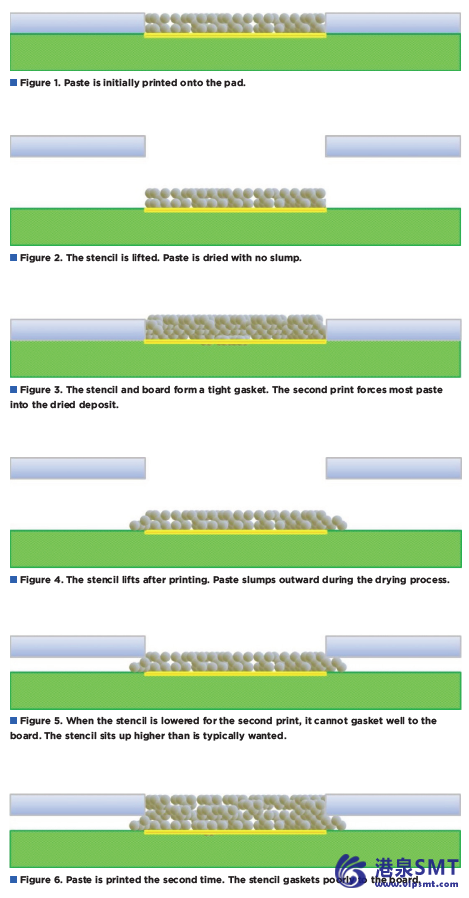
1.第一次打印并不低迷期间
干燥过程 (图 1 和 2)。模具垫片向好在第二局打印和更多粘贴被迫存款 (图 3),密度粘贴存款前实际回流。这笔存款将有更多的金属体积比初始打印。由于干燥初始粘贴存款、 磁通量不会明显增加。随着那些从第一次印刷干燥,过程中被逐出了和少挥发物本将在第二个打印过程中挥发性成分的通量应,事实上,大大减少。
2.第一次打印经济萧条在干燥过程中 (图 4)。这将导致焊料粒子会在打印的区域,防止模具中创建好的垫片 (图 5)。新粘贴完全印在第一次粘贴存款 (图 6)。
在理论上,任何一个人这些可能有助于减少排尿在最后的焊点。在第一种情况下,更多的金属体积加入回流焊前接头没有显著增加更多的流量。这可以比作添加到 joint.2 的助焊剂涂覆钎料预制块的使用
第二种情况下,模具与板垫片是穷,提供关节的钎料量增加。这提供了更高对峙的组件和更多的空间,为出气的钎料 paste.3
这种干燥粘贴,然后打印第二层以减少排尿方法进一步研究进行了以下的试验。
第一部分 — — 坍落度检查
实验
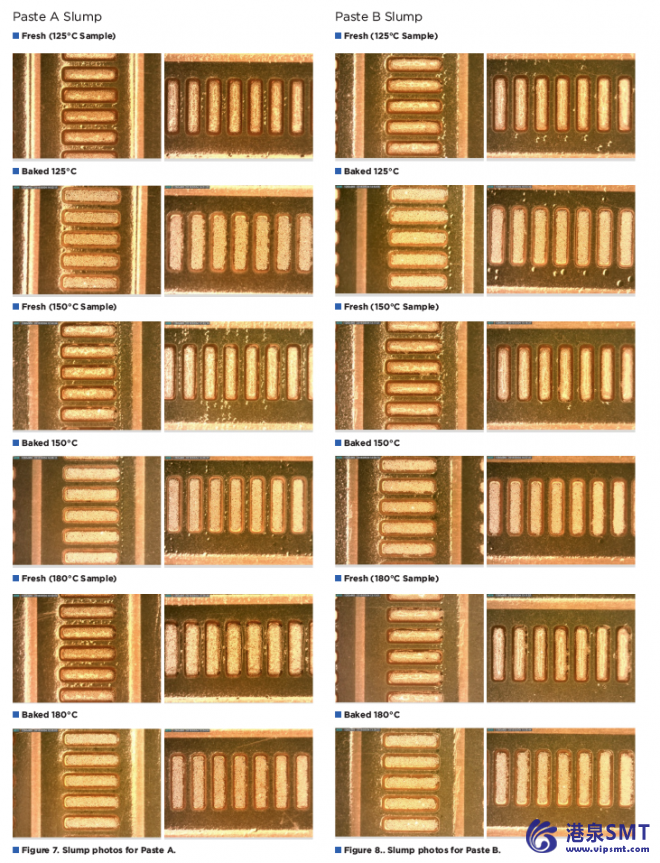
两个焊锡膏来做这个实验。一个是低排尿无卤粘贴 (A) 和另一种是低排尿含卤素粘贴 (B)。
在打印之前,它指出,粘贴 A 有更高的粘度比粘贴 B,感觉更坚定,当它被轻轻地搅拌和手转移到模具中。
采用 OSP 治疗垫的大小 0.010 英寸 x 0.050 英寸测试板和模具 1:1 孔径垫在这一领域的比率。该模具是 0.004″厚。
粘贴了打印和单独板然后烘烤在对流回流与一个持续时间为每四分钟 125 ° C,150 ° C 和 180 ° C 的温度。它被理论,较高的温度烘烤将允许更多流量出气,这将是首选。然而,它也推测更高的温度烘烤在烘干过程中会导致更多坍落度的焊锡膏。
结果
最低的温度烘烤条件是 125 ° C,由于限制可用烤箱烤炉的温度。可以看到,即使在这最低烘烤条件下,没有还有些传播两种浆料。应该指出的是,两者都这些浆料通过 J-STD-005 坍落度试验要求每 IPC-TM-650。看到坍落度是不够桥接会一直关注的。然而,粘贴传播是足够相同模具不有用于在一个烤板上打印第二次,方会形成适当的垫片。
烘烤前后测量被采取粘贴宽度。由于散射数据,还不清楚如果一个烘烤条件比另一个更好地工作在防止坍落度;所有的结果非常相似。乍一看,125 ° C 烘烤条件在照片中的看起来比别人差。使用垫大小作为一个参考点和正常化的数字,坍落度是与这种状况没有变得更糟,比别人。
第二部分-双印刷实验
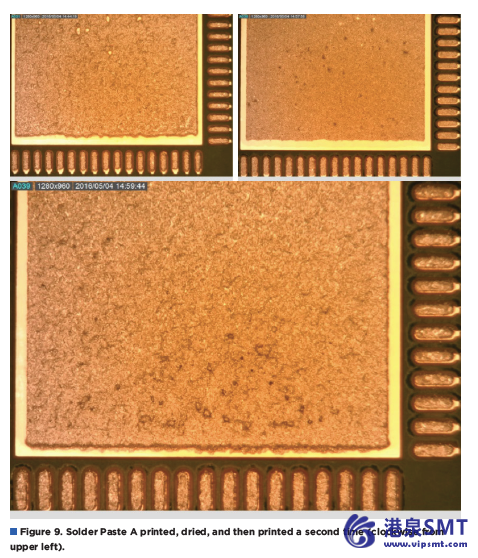
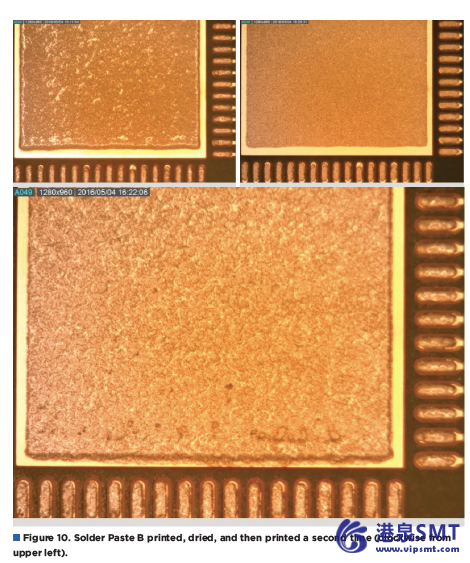
每个被印上利用现有实验室资源 QFN 测试板焊锡膏 A 和 B。由于小间距 I/O QFN 设计上开孔,这将是最坏的情况,坍落度和桥接。
每个贴印到新鲜测试板上,照片的拍摄的新鲜的粘贴。每个这些议会然后被烘烤在 125 ° C 的条件下和议会进行了分析。议会然后打印了第二次。
结果
它可以见于图 9 和图 10 焊锡膏,烤制后的程序已经失去其光泽的外观。这是最可能的原因在烘烤过程中被赶出去的通量的挥发性成分。在这一步粘贴已经失去了其粘性和不会在大多数情况下,持有地方中的一个组件作为一个标准焊锡膏会在 SMT 工艺。
在图 9 和图 10 的大图显示粘贴打印在第一个第二层。很明显,现在有两层的粘贴,从而代表场景 2。
第 3 部分 – 排尿下 led 实验考试
在前两部分的实验中获得的信息,众所周知,第二个打印将粘贴在第一个第二层。客户设计 LED 含板工业照明应用程序用于评价无效还原性能的打印 — — 烘烤 — — 打印方法。基于客户的要求为无卤的粘贴,只粘贴 A 用于评估的这一部分。
使用的 LED 组件被商业上可用 0.120″x 0.120″ 指示灯。指示灯是对称排列在板为工业照明应用设计的周围。
考虑到所有的第 1 部分中的烘烤温度导致一些坍落度的焊锡膏,这个最后的测试只限于仅 125 ° C 烘烤。
经过初步印刷机上,用厚 0.004″模具中,这确定该糊剂具有平均厚度 0.0041″。粘贴存款有一个典型的砖形状对他们来说,某种程度上从董事会层面糊存款顶圆锥。该糊剂具有其常见的湿的现象。这可以见于图 12。
干燥后在 125 ° C 十分钟,粘贴获得干的外观。也有人粘贴已经扩散,填补更多的打印区域,在图 13 中,这是图 12 中的绿色框的大小相同的绿色框可见一斑。平均身高仍 0.0041″。
干燥后,在两个单独的打印压力来确定是否更大的压力会迫使更多粘贴焊点和在较低的压力给不同的结果,比第二个打印尝试了第二次印刷。第二个打印与打印 11 PSI 的压力给了矿床 (左),图 14 所示的类型而打印 20 PSI 的压力给了存款 (右) 图 14 所示。
在图 14 中值得注意的是,一些粘贴在打印过程中挖出 11 PSI 打印右上角。打印粘贴两个单独的图层可以清楚地看到。
印刷压力的两种情况下,由此产生的焊点的平均厚度在 0.0056″。
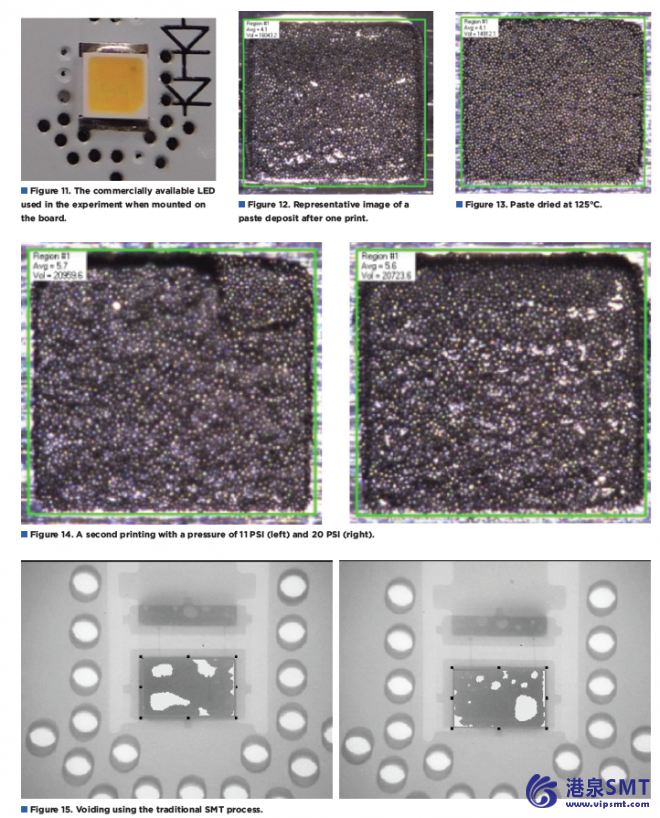
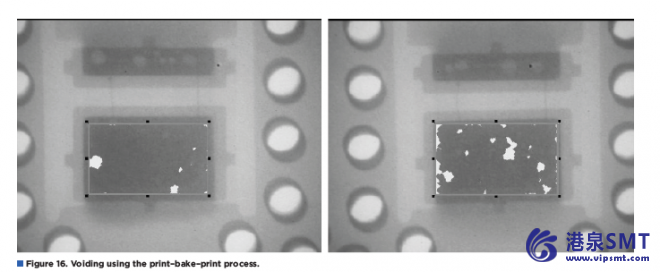
后放置 LED 元件和使用典型 SMT 回流焊条件最终回流,x 射线图像被送的焊点。图 15 显示了代表排尿图像后标准的 SMT 工艺,而图 16 显示代表的形象,排尿后打印 — — 烘烤 — — 打印过程。
讨论
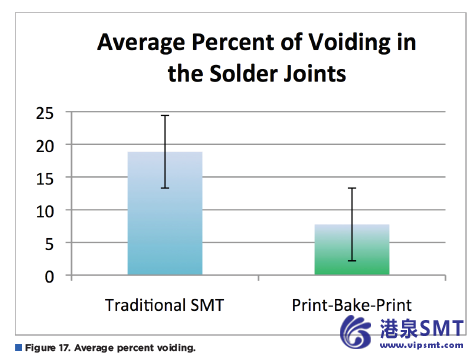
产生 x 射线的排尿图像考试似乎显示打印 — — 烘烤 — — 打印方法减少内焊点排尿。以排尿和绘制它们的实际百分比给出了下面的编号。
在图 17 中,它被从粘贴结果使用传统的 SMT 工艺平均低于 20%的排尿和是不是不能接受。然而,实施后打印 — — 烘烤 — — 打印过程,然后再回流,排尿减少了到平均小于 10%。
这一理论原因在排尿减少来自事实粘贴打印的第一步已经大部分在 125 ° C 烘烤期间删除其挥发性成分。在第二次印刷,少粘贴被放在比董事会期间首次印刷;因此,有更少的挥发物本过程最终回流比传统 SMT 过程中逃脱。少量的通量是在一起后烘烤,遗留下来的固体通量的第二个打印过程中添加了足以让良好的润湿性和流程的焊点。值得注意的是,图 12 所示的粘贴存款 13 和 14 是美观,所有平方米,而图 15 和图 16 中的 x 射线图像描绘的矩形。这是由于板垫大于组件垫和焊料在回流过程中流动是主要在 LED 垫下面。
它还指出,在第二个打印在打印 — — 烘烤 — — 打印方法压力变化对没有任何影响由此产生排尿。这些结果相结合,只是有使用打印 — — 烘烤 — — 打印方法,独立的第二次印刷压力的结果。
特别是更多所以比其他终止的底部组件对于 Led 来说,建议使用此方法。为此原因是,在许多情况下,指示灯将有较大的模具孔径和孔径比精细间距或很多 I/O 垫组件之间更大的距离。理论是,模具中将能够更好地支持自己有极少量的干粘贴困在金属下在第二个打印期间比模具薄 web 将细沥青组件上。虽然在目前的工作,它不已经过测试,还有人担心,细沥青模具长期使用这种方法可能已损坏。
今后的工作
在这纸和未来可能的工作指向的写作过程中引起了一些问题。这包括下列调查︰
• 测试采用各种其他尺寸的 LED 组件来验证结果仍然举起这种方法。
• 测试各种模具孔和他们之间看到是否细沥青真的会导致更多模具损坏,使用此方法时金属的距离。
• 使用模具与在第一次打印的小光圈,这样即使有一些坍落度的粘贴在烘烤期间,模具中第二个打印完全将垫片向董事会。
• 如果只在第一打印特定垫打印、 烘烤步骤会暴露前的第二个打印和回流焊垫上有任何影响吗?
结论
一种附加 LED 组件虽然仍在使用常见技术已制订的新方法。通过印花色浆的 LED 板,热板上然后在 125 ° C,其次是第二次印刷和回流木板烘烤,排尿有显著减少。
此方法向 LED 附件过程添加另外两个步骤 — — 烘烤一步和第二次印刷。然而,如果排尿的极大关注,此方法可能是有益的并应考虑到。
引用
1.贝格斯公司。”热量管理用于 LED 应用 — — 解决方案指南。”http://www.bergquistcompany.com/pdfs/LED_496KB.pdf
2.荷马,赛斯和罗恩斯基。”尽量减少排尿 QFN 封装使用焊料在瓶坯”。海龙,2011 年 10 月。
3.赫伦,井架等”排尿控制 QFN 大会”。2011 年泛亚太地区分会。
作者
井架 Herron、 铟公司、 克林顿,纽约,美国,dherron@indium.com
约翰 · 马图林,查理 · 威尔金森
安森公司,奥格登斯堡,纽约,美国 jmathurin@ansencorp.com;cwilkinson@ansencorp.com