
评估粉末尺寸和模板对焊膏转移效率的影响


基于先前的研究,主要集中在锡膏粉末尺寸、室温老化和印刷电路板衬垫和孔径设计上,本研究继续研究粉末网格尺寸,但也检查了模具表面处理和模具箔张力。这项研究的目的是识别和排列在可重复性、传输效率和打印定义方面提供最大改进的变量。结果表明,纳米涂层、粉末类型和张力对印刷质量的影响从最高到最低,应进一步研究高张力,以更好地理解其对印刷质量的影响。
以前的工作表明:
A.减少焊锡粉的网目尺寸可适当提高某些孔径设计的打印一致性和传输效率。
b.在一定条件下,减少焊锡粉筛孔尺寸可降低焊锡膏的使用寿命,增加工艺变量。
c.当在标准安装张力下使用高质量的纳米涂层模具时,焊盘和孔径设计是提高焊膏转移效率的最重要变量。
WPAP6022602毫克
图1:捷普焊膏评估板。
本研究在数据库中增加了纳米涂层和安装张力对印刷质量的影响,通过使用类似的模板印刷未老化的4型(T4)和5型(T5)焊膏,为实验带来了新的契机;然而,一个模板涂有商用聚合物纳米涂层,另一个模板未涂有涂层,并在高压下安装。参考,“标准”安装张力约为35N/cm,“高”张力为50N/cm或更高。
理论上,较高的安装张力应产生平滑精确的沉积物,因为与较低张力的箔相比,箔在印刷过程的分离阶段不会发生偏转或混响。
实验方法
试验车辆
为打印研究选择的试验车辆(TV)是捷普焊膏评估委员会2,可从主要的虚拟部件和试验套件供应商处获得。图1所示的电视在我们之前的研究中提供了非常彻底和详细的分析,并在本研究中再次用于提供数据收集和分析的连续性。
功能包括:
•打印失败(PTF)模式,组合焊盘尺寸为3至15毫米,形状包括圆形、方形和矩形焊盘,由铜(NSMD)和焊接掩模(SMD)定义。
•0.4和0.5 mm BGA模式。
•印刷电路板上的标记用铜蚀刻,而不是用墨水丝印,以消除印刷电路板命名法的对峙效应。
 公司
公司
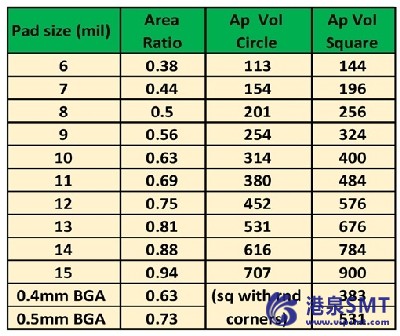
表1:4mil(100μm)箔的焊盘尺寸、面积比和理论孔径体积。
本研究中印刷的最小特征尺寸为6 mil(150μm),使用4 mil(100μm)模板产生0.38的面积比。报告的最小特征尺寸为8 mil(200μm),因为变化大大低于该阈值,部分原因是ARS较低,部分原因是测量误差。在这一测试臂中使用的电视来自于先前研究中使用的同一生产批次。每次打印都使用新面板收集数据。没有清洁和重印印刷电路板。焊盘和孔径尺寸、面积比和理论体积如表1所示。
模具
这些模具采用了当前最先进的技术,通常用于需要更细粉末焊锡膏的精细功能应用。它们是由一家美国优质模具供应商在现代二极管激光器上预先安装的名牌不锈钢切割而成。一个模板箔是在高压下预先安装的;另一个是标准的。然后模板供应商将专有聚合物纳米涂层应用于标准张力模板。将每个模板的SPI结果与先前研究中现有数据库中的结果进行比较。所有光圈的尺寸都是一对一(1:1),并带有测试垫,任何光圈都没有缩小。
实验室设备和打印参数
WPAP6024602毫克
图2:AIM应用实验室经理检查测试设置。
测试设备包括位于墨西哥华雷斯的AIM应用实验室的Dek Horizon屏幕打印机、Parmi Sigma X SPI机器和ASH视频显微镜。试验区受气候控制,可以通过操纵来模拟全球的生产环境。试验条件在25.4°C(77.4°F)和59%相对湿度下进行优化,并每天记录两次。
该工厂拥有全职SMTA认证工艺工程师,在SMT组装工艺方面拥有50多年的综合经验。图2显示了实验室经理为测试运行准备Dek Horizon打印机和Parmi Sigma x SPI机器。打印参数如下:
•刮刀:14”(355 mm)60°角DEK OEM
•刮刀速度:40毫米/秒(~1.6英寸/秒)
•刮刀压力:10千克(14“刀片上约1.5磅/英寸)
•分离速度:1 mm/sec(~0.040 in/sec)
•分离距离:3 mm(~120 mils)
•在擦拭顺序下:湿真空干燥(WVD),使用DEK EcoRoll擦拭纸和AIM DJAW-10溶剂。在每套五张纸的第一次印刷前,模板自动下纸。
使用专用的平面工具支撑块为印刷电路板提供坚实的支撑,并使用新的刮刀刀片进行测试。
焊膏自动检测
为了提高测量精度,对SPI检测参数进行了修改。通常,在生产环境中使用30-40μm的测量阈值,以消除PCB地形特征(如丝印标记、遮罩覆盖跟踪等)的噪声。由于该电视的设计限制了地形特征噪声,因此它启用了15μm的测量阈值,以提高测量的保真度并有助于检测子系统。打印行为的变化。