
MSD潮湿敏感器件的控制规范
MSD控制指对不同潮湿等级的MSD物料的搬运,包装,运输和使用,进行标准方法的控制,避免物料受潮而在高温再流焊时导致产品质量和可靠性下降。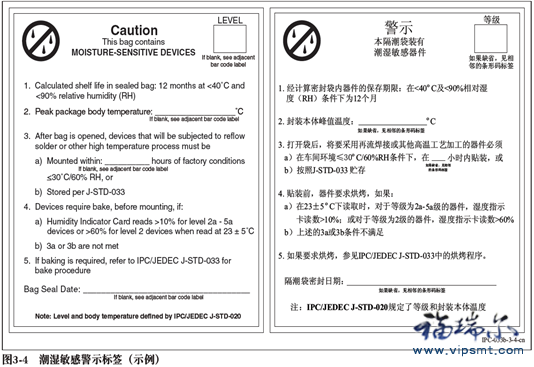

港泉SMT对MSD潮湿敏感器件的控制规范主要有以下19点规范:
1.生产线操作工接收MSD器件包装后只能在使用前10分钟拆开包装。
A、打开包装后首先检查真空包装内HIC卡显示的受潮程度,如果HIC卡指示袋内湿度已达到或超过需要烘烤的湿度界限,则需根据《MSD控制技术规范》或来料警示标贴所规定的条件烘烤,烘烤后再生产。
B、检查MBB袋中是否有干燥剂,没有则判定为不合格来料,以《制程异常单》书面反馈IQC处理。
C、非原厂家包装或是拆包后重新封装,应检查是否有“潮敏器件使用跟踪卡”,并检查累计车间寿命是否小于该器件要求,若已接近失效时间或“潮敏器件使用跟踪卡”填写有异常,应拒收退物料房进行烘烤或者其它处理。
D、物料发到生产线上,生产人员发现来料不符合MSD控制规范,应拒绝收料生产和换料。
2.所有潮敏器件拆包后必须立刻真实填写“潮敏器件使用跟踪卡”。
3.拆封时要小心,在封口处1cm左右开封(采用刀片划开,严禁撕开),以便包装袋再次使用,同时干燥剂和HIC卡如要重新利用需确认是否正常。
4.为了减少潮敏器件的烘烤周期,包装开封后未用完且未超过车间寿命的潮湿敏感器件,应立即放入运行中电子除湿防潮机中或使用活性干燥剂及MBB密封保存,下批使用优先于电子除湿防潮机内的MSD物料。
5. 2级及以上MSD,若超过包装拆封后存放条件及车间寿命要求,或密封包装下存放时间过长,(见警告标签上密封日期及存放条件,如果HIC卡指示袋内湿度已达到或超过需要烘烤的湿度界限)或存放、运输器件造成密封袋破损,漏气使器件受潮,要求使用前必须退回物料房进行烘烤。
6.对于生产线未使用完的元件烘烤后必须指定专人重新做真空包装,真空包装时必须放入合格的HIC卡和干燥剂。目视封装后真空效果是否符合要求,当包装圆盘带料时,为避免压坏IC和料盘,可以允许袋内空气不抽成完全真空状态,包装方盘Tray料时袋内必须完全抽成真空。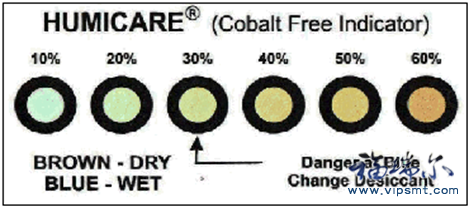
7.双面回流焊接工艺单板,设计时应充分考虑MSD贴片在第二次回流焊接表面的原则,保证单板上所有的MSD暴露时间在第二次回流焊接前不超过其规定车间寿命要求。
8.贴片后MSD如采用波峰焊接,波峰焊接前也必须保证MSD不超过其规定车间寿命要求。
9.MSD在进行回流焊接时,第一严格控制温度的变化速率:升温速率要求<3℃/s max,降温速率要求<6℃/s max,第二要严格控制峰值焊接温度和高温持续时间(根据厂家要求),每一种器件都要满足各自的规格要求。
10.MSD最大回流焊接次数要求为3次。
11.在处理潮湿敏感器件及其组件的过程中,要做好静电防护。在进行真空封装时,要特别小心,避免抽真空过度,造成料盘及其组件变形。
12.电子除湿防潮机内部储存有已拆包MSD器件时必须全天24小时通电(放假期间严禁断电,已做真空密封包装不做要求),每次开关门时间尽量短,开关门后必须间隔4小时以上才可再次开关门,并记录《电子除湿防潮机存/取物料时间记录表》表格。
13.电子除湿防潮机正常使用过程中,MSL2~3等级器件要求柜内≤10%RH/≤30℃,MSL4等级以上要求柜内≤5%RH/≤30℃,每天对柜内湿度记录早/中/晚三次(车间整体放假备注放假可不做记录)。每月15号外加温湿度计量仪表测试温湿度,并记录在《电子除湿防潮机温湿度记录表》,有异常需及时反馈上级处理。电子除湿防潮机必须在常规操作如开门、关门后1小时后内恢复到指定湿度值。
14.所有需过回流炉的邦定小板按照 MSL 5等级潮敏器件管控。
15.真空包装材料在生产线暂时贮存时必须放置在温、湿度受控的区域。MSD包装拆封后的一般要求在≤30℃/60%RH环境条件下存放。
16.考虑到MSD贴片在第二次回流焊接时出现异常导致的车间寿命超时,及减少后端维修因受潮导致的烘烤,MSL为3等级的车间寿命由168小时修改定义为120小时)(MSD系统内3等级器件车间寿命收严48小时、其它等级车间寿命收严12个小时)。当系统内车间寿命与“潮敏器件使用跟踪卡”记录的车间寿命有差异时,以“潮敏器件使用跟踪卡”记录时间为准,记录异常时系统内车间寿命可作为参考依据。
17.所有MSD器件的拆封、进出烘箱、进出电子除湿防潮机、重新封装必须数据记录。
18.对于即将超期的MSD器件应密切跟踪使用情况,防止超期。已超期及受潮的MSD器件、贴有潮敏器件使用跟踪卡不合格标签的应在24小时内进行干燥或者烘烤等处理,严禁搁置不反馈不处理。
19.MBB防潮包装时应做到连续操作,一次完成包装。包装时湿度指示卡应远离干燥剂,禁止搁置重叠在一起。