
了解 PCB 设计变量贡献模块载体附着在翘曲
美国能源部的层压板、 铜平衡和面板配置。
WiFi 模块被焊接到几个不同的特定于产品的载体,多氯联苯之一。该模块是八层 ELIC PCB,30 × 40 毫米和 0.77 毫米厚,用中期-Tg,制作无卤层压板。该模块具有与 333 垫 0.6mm2 LGA 模式和 ENIG 表面光洁度。有几种配置的载板,但都是 1.57 毫米厚与沉银完成。图 1 显示模块的 LGA 模式,相应的模式上代表承运人董事会和组装的模块载体系统。
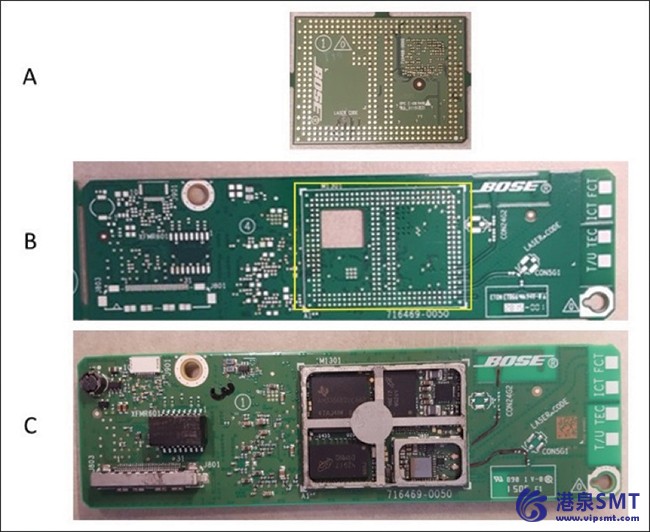

图 1。WiFi 模块 LGA 模式 (A)、 代表承运人对相应的 LGA 模式板 (B) 和组装模块载波系统 (C)。
产品推出后不久焊锡打开模块之间和载体互连被检测到在信息和通信技术。程序集未在 50,000 ppm 缺陷率。撬掉有缺陷的程序集模块显示了模块 PCB 与提升街角的模块 (图 2) 承运人垫上粘贴之间没有焊锡接触。
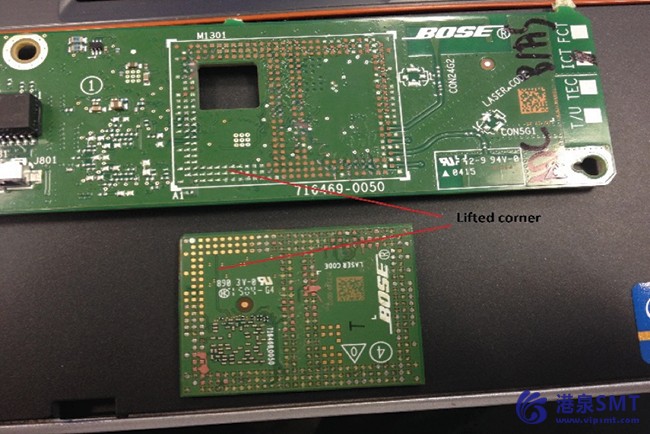
图 2。一个失败的模块载体集后显示没有焊锡在模块提升角垫上的分离。
模块是在常规的 SMT 工艺首先建筑底部一侧,其次是上部组件组装的。模块和承运人的议会是没有通孔元件只 SMT 设计。该模块是屋主在六盘阵列和在四个载体。模块上的几个关键组件是类型 3 水分敏感器件暴露极限为 168 小时。因为模块将焊接到 SMT 设备作为载体,它被作为一次组装 MSD 处理至关重要。为了避免烘烤,曝光时间在后续的测试过程中跟踪并存储在烘干箱中。一旦进行了测试,该模块是路由和放入干燥剂包装 Jedec 矩阵盘并放置在股票直到所需的程序集到主板。
它承认早期的原型,在过程中保持 PCB 板形会成功焊接模块向承运人的重要因素。这导致使用过程的运营商为模块和承运人的决定。图 3 显示了一个典型的 SMT 工艺载体。对于较薄的模块,托盘将是一个重大过程增强,印刷和安置提供实木板支持。为载体,托盘主要是控制板凹陷双面回流焊过程中常见。
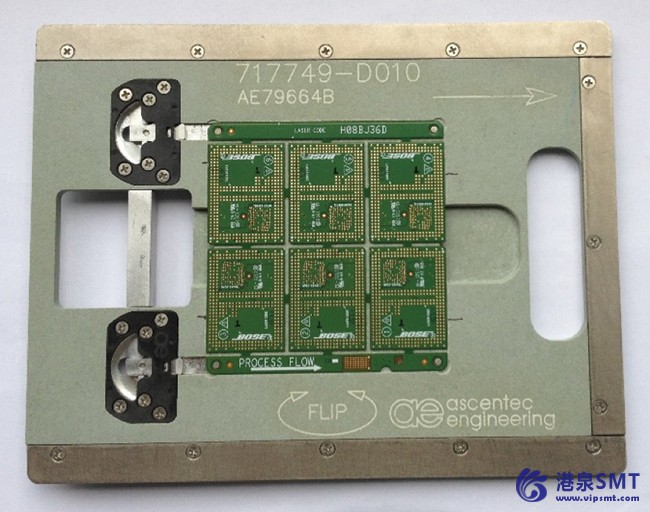
图 3。模块小组在过程托盘中。
鱼骨图分析
一支队伍组成的植物供应商和生产过程质量、 工厂工艺工程师、 公司制造工程师、 设计工程师和 PCB 商品工程师分析后 DIMAIC 的问题 (定义、 衡量、 分析、 改进和控制) 的方法。这一进程的关键之一是开发概述过程确定潜在领域有影响的缺陷 (图 4) 的原因和效果图。
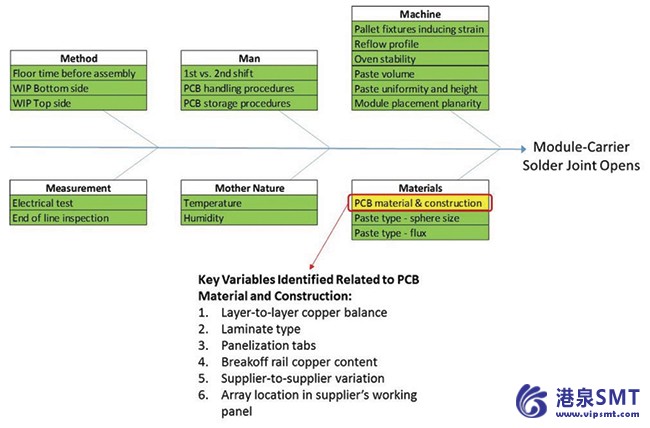
图 4。原因和效果图。
小组评估每个项目在图中,执行过程审核 MSD 流程和工作方法,分析环境控制和过程参数的分析数据。烤箱配置文件检查,焊膏供应商的建议,并发现没有变化。模块 thermocoupled 中的四个角和中心载体组装过程中,发现要在 1.5 ° C 内的那一部分。
模块板平整度在 IPC-A-6101 使用方法检查。模块被发现面板允许这种规模的 2 毫米范围内。对于模块,这将转化到 0.75 毫米经纱。IPC 标准将为定期的 PCB 组装好,但得不够紧,要到 7 密耳的焊锡膏焊锡 LGA。考虑到 bga 规格将更适用,引用 JEITA 规范对 BGA 封装 warpage2。FLGA 包规范被发现大致相符的模块。1.27 m m 间距大于 0.8 m m 最大间距在表中,但所有设备的发展趋势是最大的翘曲变形不能超过组件网站上熔化的焊料的高度。实现此规范将手头太紧了多氯联苯和会造成负面影响的材料,小组决定使用 0.177 毫米 (0.007″) 粘贴高度为标准。
跳汰机的开发是为了容纳模块,而他们又会检查使用托盘包装前的去没有想到垫片。同时评价原料板,有人被严重地扭曲了大约 10%的人接受。为了增加产量完成的模块,避免废,原料板开发一个排序的过程。小组将分成三类︰ A < 0.5 毫米;B > 0.5 毫米,< 1 毫米;和 C > 1 毫米。将建唯一组多氯联苯。与这些控件中的地方,unsoldered 模块的缺陷率下降,从 2,000 到 10,000ppm 的低点。
遏制计划到位,团队开始工作领域的鱼骨折扣 noncontributing 因素、 改善板形和调整流程变量,以提高产量。烘烤板并没有改善板形。议会焗权重来拼合板提高到可接受的水平,但几天放宽至其原始状态。提高焊锡膏高度和体积并没有显著提高的过程,并开始生产短裤。配置文件调整效应不显著。模块和承运人的几个样本被送阴影莫尔条纹分析。评价确定多氯联苯在回流处理模块向上翘曲 (笑) 和承运人翘曲下行 (皱眉) 过程中被改变。显然,董事会的稳定性需要加以改进。团队与技术资源来自两板的供应商开会,讨论可能影响平整度的 PCB 变量。主要的潜在捐助者确定了材料的选择和铜平衡。从过程变化的供应商预期影响较小。这些更改包括烘烤下压力和更好的平直度排序技术。虽然供应商开发的不同材料的建议,设计团队调查了铜平衡和面板设计。图 5 显示了现有的和拟议的铜平衡。
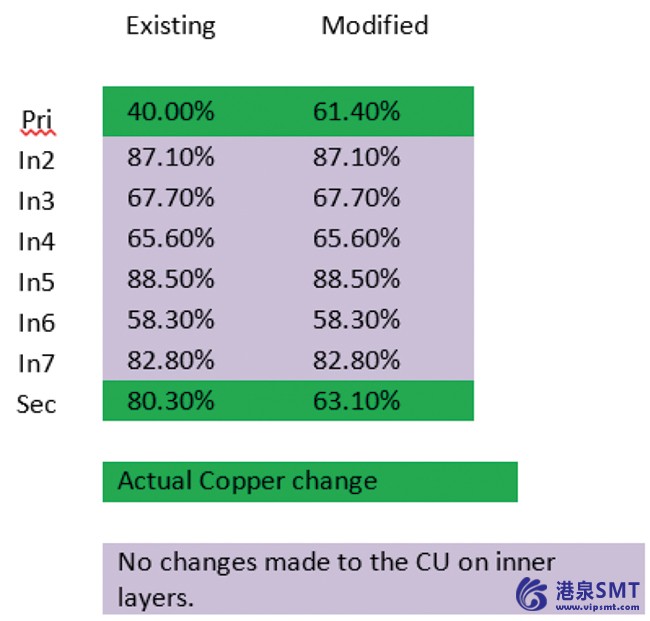
图 5。PCB 铜平衡。
一个的观察是,虽然模块铜蚀刻和浮雕,rails 了不间断的飞机。这通常是硬板和在回流焊过程中防止凹陷。视察队询问是否它可能传授应力,在升温过程中或在层压工艺。另一个观察是的角缺陷出现的位置不被捆绑到小组。休息了被放在中心尽量减少选项卡,并减少路由的时间。Final 属性的团队感到可能是重大是加工商的工作面板位置。假设是模块从角落的工作小组将有更大的经纱,比那些从工作表的内部部分。
实验
在完成的原因和影响分析,团队设计了一个实验来回答来自评价的两个主要问题。首先,变化是在过程中造成的缺陷,或者是 PCB 板形的决定性因素?
尽管实验和评价,测量能力局限左这个问题没有回答。被证明是在控制和遵循公约关于印刷安置和回流焊参数的过程。第二个问题集中在原料的多氯联苯︰ 材料和设计的更改会对 PCB 板形的影响最大?
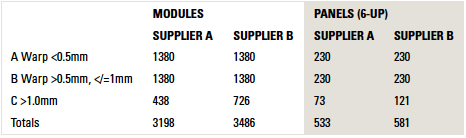
实验第一阶段将多测量多氯联苯在组 A、 B 和 C 在每个过程步骤,以确定他们被处理的变化是否议会和由如何完全填充。与我们统计的工程师一起工作,理事会所需数量 (表 1) 为一个有效的实验测定和矩阵设计。从 A、 B 和 C 组的每个面板将运行以验证是否初步板翘曲变形是主导因素焊料打开或如果这一进程产生了重大影响。
表 1。第 1 阶段样品分配
实验的第二阶段将涉及第一阶段,使用 Pwb 实施材料相同的测量策略和设计更改希望调查团队。属性进行了材料、 面板位置、 铜含量的钢轨、 板断裂数量和位置,铜平衡。每个供应商材料有不同的建议。供应商 A 建议 BT 核心与现有的材料用于盖层。
供应商 B 建议他们感受到不同的层压板是更稳定。表 2 显示属性和供应商的多氯联苯数量。
表 2。第二阶段样品分配 (由 6-面板)
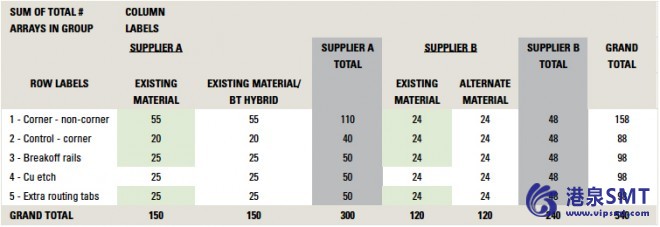
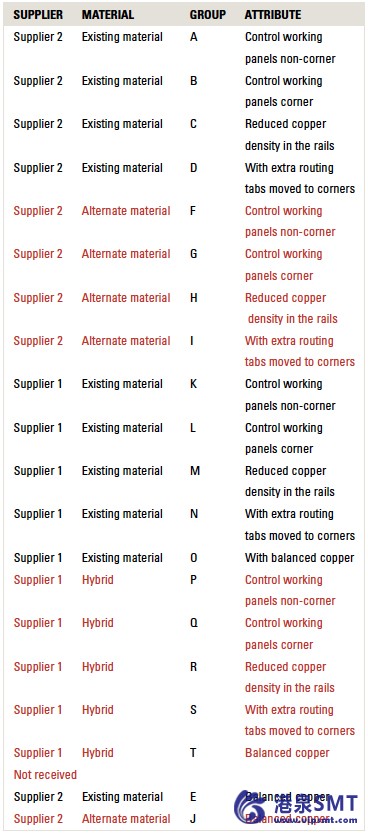
与生成矩阵设计,它被发现的多种变体的 PCB 的成本会大大增加预算的实验。为了减少加工商设置和所需的个别类型,变化成一个单一的工作小组,与具有不同属性的不同面板位置相结合。使用相同的工作面板设计将生成的新物质的变化和现有材料的管制。每个供应商有自己工作面板的大小,所以一个单独但类似的布局和矩阵作了每个。图 7 显示了供应商的工作小组之一。表 3 显示了在工作小组中的变化的关键。
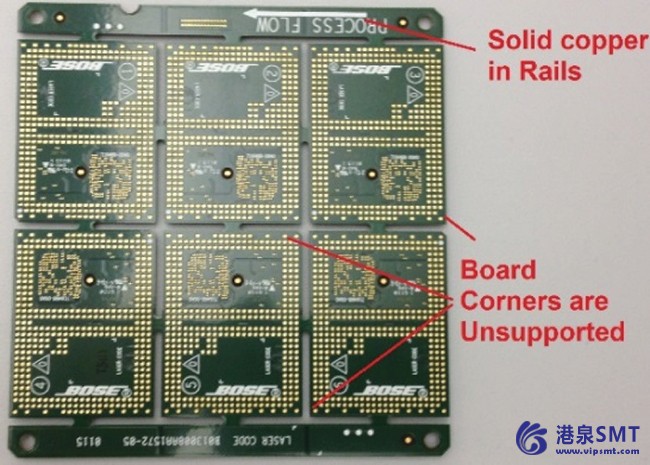
图 6。模块导轨和中断选项卡。
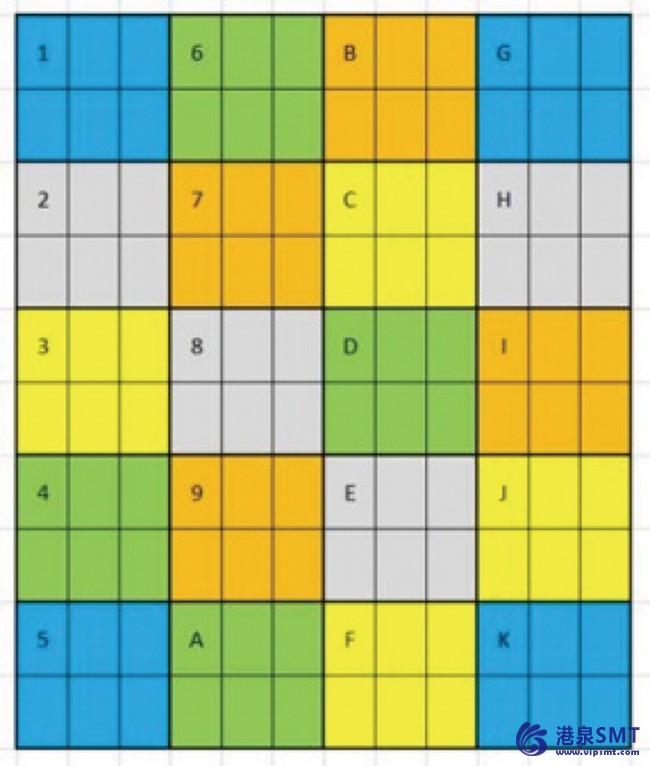
图 7。产品供应商 1 的工作小组。
表 3。工作小组变型关键

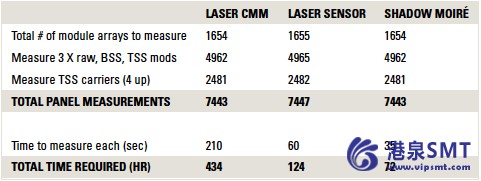
测量的需要和方法选择。在设计实验时,团队开始担心,大量的测量需要。与测量 1,654 模块板三倍的计划和 2,481 载体面板,资源将会成为一个问题。分裂成个别板测量会产生 39,696 件的数据进行分析。表 4 说明了三种自动测量策略的劳动时间。选择正确的测量方法是成功的关键。修改多氯联苯 2 一实验的一部分被限制到一个运行阶段离开没有机会从错误或已损坏的数据恢复的数量。该小组研究了无数的方式收集数据,并发现每个都有缺点。自动化的方法将昂贵的设备和技术人员,但手动的方法将是昂贵的速度和准确性。以下段落描述考虑每个选项的优缺点。
表 4。测量时间比较
使用仅测试通过/失败的数据。此方法将不测量板,但使用只有 A、 B 和 C 分类为第 1 阶段和属性更改组为第二阶段。虽然快速和低成本,这被认为是不能接受。此方法会生成没有过程的洞察力,并给出低缺陷率,便没有足够的信息来识别趋势和绘制任何有意义的结论。
手带销和量规测量。这是目前所使用的方法。这可以快速实施,但测量是缓慢和受变异算子的结果。精度也会很低。它被决定这种方法不会产生正确的结论所需的信息。
内部激光三坐标测量机。会做测量使用系统位于企业研发中心。此方法将生成的数据所需的成功,并利用现有资源的质量。此方法的缺点是长时间测量 (3.5 分),对我们的实验室小时所需的时间 (400 小时。,将记入项目),和航运板之间的物流企业在东海岸和西海岸植物上。这些因素结合起来,使这一种不受欢迎的选择。它也被认为长时间测量和进一步处理之间可以使信息不具代表性的现有的过程中,在那里议会在两到三天内完成。
使用工厂附近的计量承包商。计数器物流问题交付给公司实验室的主板,团队寻找具有类似功能的本地植物的计量实验室。它假定成本和测量时间会相似,这仍将是一个缺点。没有供应商确定了此卷的测量,所以此选项进行贴现。
购买一种激光三坐标测量机为植物。此选项会减轻使用公司实验室设备的缺点,并将提供到本地生产的额外能力。工厂劳动可以用较低的速度,和额外的转变是可以用来执行的时间内测量。此选项的缺点是设备 ($85,000 至 90,000 美元)、 铅时间和培训,以设置的设备成本和论证和批准周期所需的资本设备。时间及成本的这种方法消除它从审议。
开发内部测量系统。团队确定一个扫描激光传感器,能迅速采取精确的测量。供应商也提供数据分析软件。内部设备设计组与可用的精密龙门工作站,这看起来像低成本的替代方案,可以快速地使用现有资源实现。设备组估计周期时间下一分钟,对三坐标测量机激光在实验室中的改进。
这个系统将使托管设备生产地板上。在 smt 生产过程,从而确保量度代表的过程,它在日常的基础上运行的周期时间内双方董事会将会采取措施。传感器和软件后,它发现程序的开发时间比最初预想的更多。工程劳动力成本估计为 18 000 美元。与传感器的购买,该项目将耗资超过 $28,000。作为一项发展项目,它很可能会有 bug 在设备启动时。如果数据被损坏或丢失,这提出了对该项目的重大风险。这种选择被暂时搁置,探讨几种上文所述的其他选项。
租赁影栅云纹。有运行期间我们可能缺陷产生原因的调查评价,团队已经熟悉它的功能并与制造商的代表,维持关系。在讨论进一步的测试时,有人建议租赁影栅云纹可能是一个可行的选择项目。设备可能没有加热器用于快速周期时间。测量时间为 2 秒和数据密度小于 ~ 可以捕获每个数据点的数据量很大,密集的 250µm 完全表征表面形状的模块和载板互连地区。设备还将收集整个董事会拓扑中,很多以前的选项则点对点或扫描技术有重大数据密度和测量时间之间的权衡。设备是用户软件工具,用于数据分析进一步减少风险和分析时间充分发达的生产系统。供应商将提供关于地板的培训和支持,启动。但代价却类似于内部的开发项目,风险是远较低和更大的能力。鉴于其在许多领域和可用的技术支持的优势,租赁阴影莫尔被选为这个项目的最佳选择。
影栅云纹概述。影栅云纹是具有非接触、 全场的光学技术,使用参考光栅与它的影子的几何干涉样本生成的图像中每个像素位置的相对垂直位移测量。图 8 提供过程可视化关系图。它要求统治 Ronchi 光栅,白线光源在大约 45 ° 到光栅,并垂直于光栅的相机。已知的技术作为相位步进应用于影栅云纹,提高测量分辨率并提供自动排序的干涉条纹。这项技术是由垂直翻译与光栅样品执行的。
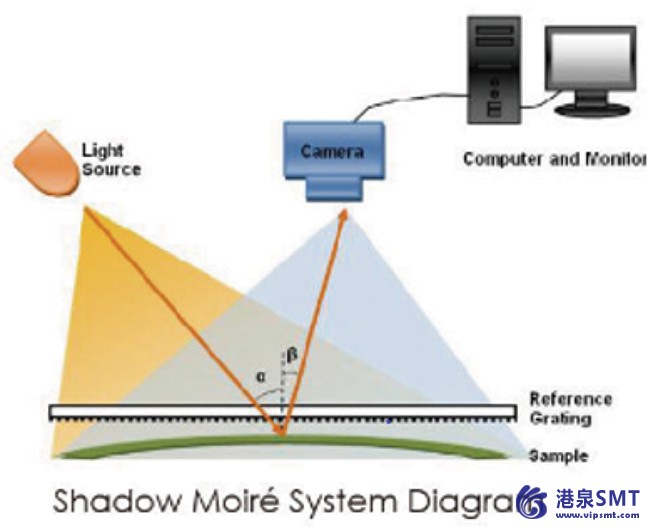
图 8。阴影莫尔过程可视化。
如前所述,影栅云纹提供几个明显的优势,相比其他测量方法考虑。与测量时间少于 2 秒,而数据密度的 ~ 可以捕获每个数据点的数据量很大,密集的 250µm 完全表征表面形状的模块和载板。除了互连地区共面性价值,认为测量模块板高度后最终的程序集也将成为一个有用的数据点。这是不可能,然而,作为阴影莫尔具有最大的一步高度测量能力的 ~ 50 到 100µm。
虽然通常用于在温度表征的部件,组件,该工具可加以修改,以衡量成千上万个零件所需的这项研究。经过一些夹具修改和操作员培训,每小组大约 35 秒扫描时间被取得。这一过程涉及一些不会在更简化,只有房间温度的工具所需的开销。部分被通过以后相关的序列号进行跟踪。都马上采取整个面板数据并将其分成多个较小的地区,在后处理。测量过程的工作流关系图如图 9 所示。
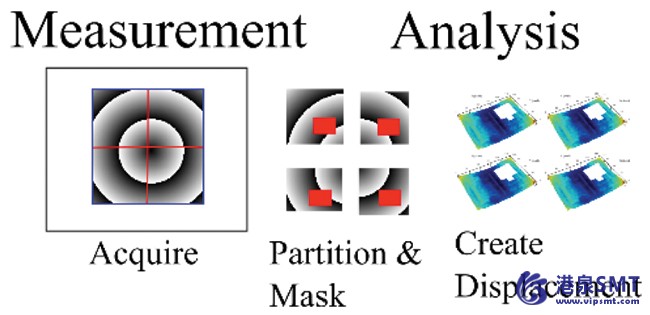
图 9。数据处理步骤。
结果
第 1 阶段。阶段 1 的目的是确定是否 PCB 板形是最有可能的根本原因,在焊料在承运人大会开幕。可以建立只有五个六个的 A、 B、 C 组。作为供应商,从他们离开没有组,在股票最近已经停止供应商 2。模块,所有 2D 激光条码、 在使用前影栅云纹测量。他们然后底部和上部的 SMT 组装后再测量。所有的测量,收集面板水平和再加工要裁剪成单个模块的数据。然后运行了自动化的共面性分析,为每个组创建直方图。图 10 和 11 的情节表明共面性分布在 x 轴上的百分比在 y 轴上每个测量模块的微米。与数据分解成个别的管理委员会,测量结果并不像预期一样集中。每个组在更大的范围,而不管其级别手排序过程中板类似分布。经处理后,共转移了 60µm 高不低于 90µm 的测量。测量低翘曲变形区域的百分比也从 25 到 35%到 15 至 20%的未处理议会后缩水处理。
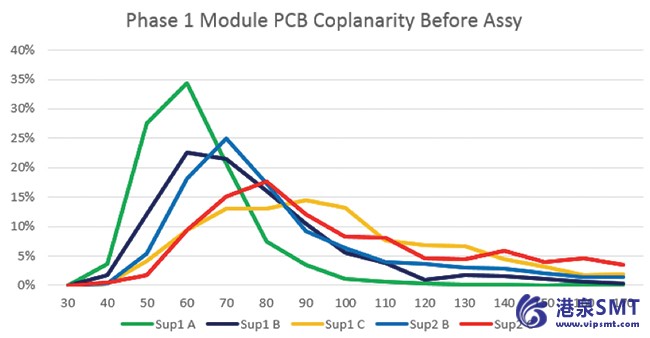
图 10。未加工的模块测量分布。
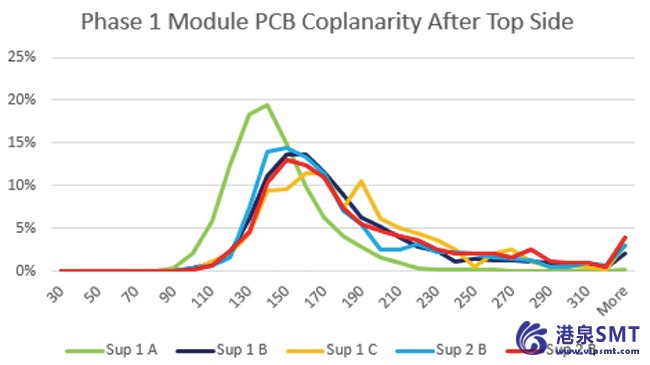
图 11。员额上部模块测量分配。
过程数据显示板不断变化的过程中,它被决定在加工温度使用影栅云纹运行板进行进一步分析。模块和承运人的小组被送往设备供应商,并在温度分析可以影响焊锡联合形成的热翘曲变形影响的特点。绘制图表翘曲变形值与温度和两个表面之间的间隙值也进行了分析。这给出了如何将两个部分相对于另一个运动在回流焊炉的想法。
鉴于粘贴厚度大约是 165µm,这倒到那在液相线高度的大约一半,差距失败地警告创建映射的 82µm 和 50µm,分别。在分析四航母面板和六模块后, 统计表面代表在 11 个温度点的部分行为被创造了。图 12 和 13 分别显示在峰值温度,平均和最大的案件。差距失败中一个角落和相关突出指出与生产所示打开失败。

图 12。在峰值回流焊温度的平均情节。
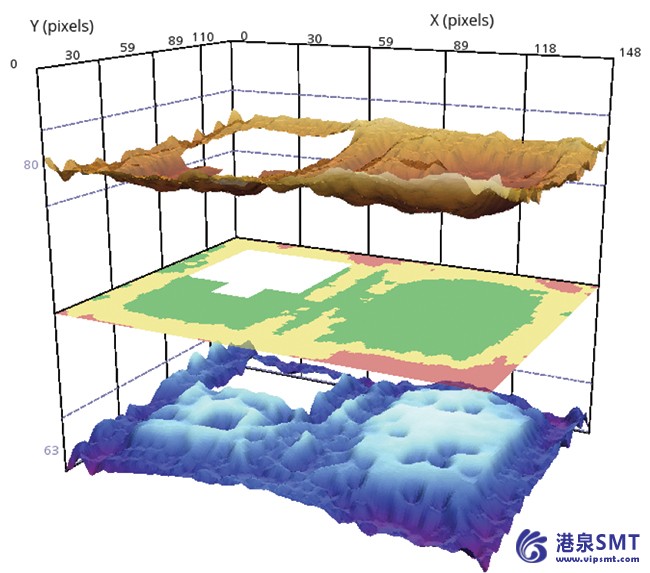
图 13。在峰值回流焊温度的最大阴谋。
差距与温度情节凝结表面情节上面成大会间隙行为更广泛图片温度过高。三例进行分析︰ 在样品表面、 平均的差距和 3 西格玛差距 (平均差距加上基于间隙分布的三个标准差) 的最大差距。此外,两个不同的统计表面进行了分析︰ 平均和最大。这些表面分别代表输入的面和最大值与输入曲面的平均。在这种情况下,有四个真正的底部表面从承运人的小组和从模块面板中,这些统计的表面组成的五个真正顶部曲面。看看差距数字 14 16 通过与温度的情节,这一事实的最大间隙和 3 西格玛差距如此相似指示部件到部件的表面形状分布已经非常接近。的确,单个曲面签署中数字 14 通过 16 秀的样品通常是内 10-15µm 的每个其他的翘曲变形值。基于这两个面板在温度和前面所述的典型粘贴高度的行为,可以假定最大间隙值通常超过此粘贴高度在峰值回流焊温度。当然,这忽略了粘贴的表面张力和弹性,但不是乖输入的载波/模块面间隙值可以变得相当大。
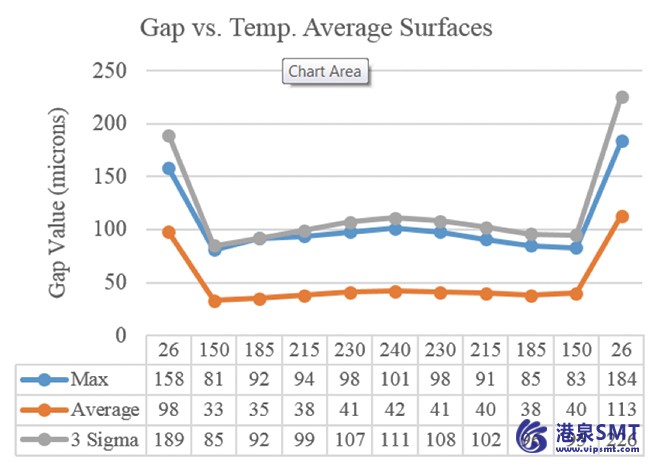
图 14。与温度的平均差距。
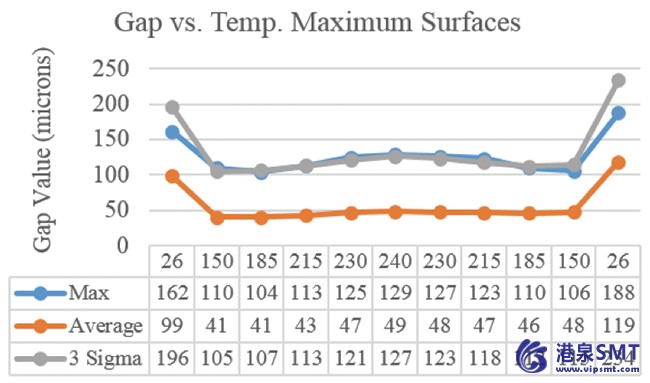
图 15。与温度的最大差距。
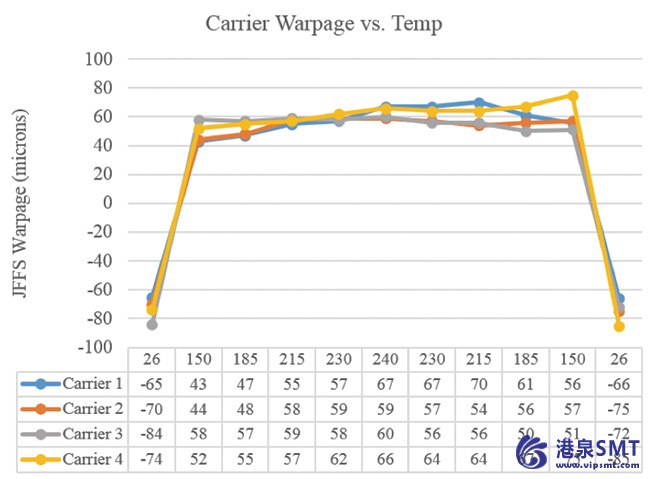
图 16。承运人经纱与温度。
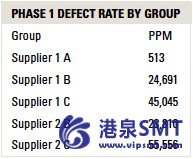
虽然很明显被翘曲板进一步加工、 共面性对生产仍然需要进一步证实失败的关系。实际的信息和通信技术测试故障率由板的供应商并分组进行比较 (表 5)。A 组板从板测量在 0.5 毫米以下的失败率很擅长 513 ppm。由于初始翘曲变形增加在 B、 C 组,PPM 水平大大增加,表明传入面板平整度过对过程产量的影响。
表 5。测试失败率由集团
分析是否有供应商或模块面板中的位置之间的区别,列联表被创建来比较这些属性 (表 6)。供应商表最初表明供应商是一个因素,但进一步的数据分析显示供应商没有 2 组 A 板任职供应商 2,不进行分析。团队最初从理论上角板的模块面板将至少持平。位置的分析显示,没有任何关系 (P 值 > 0.05) 到单个模块位置面板和失败的可能性。比较失败的模块与那些通过模块的共面性平均数,有了它们 (图 17) 之间的区别。
表 6。在面板中板位置分析
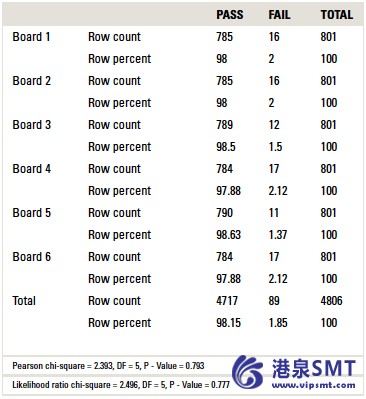
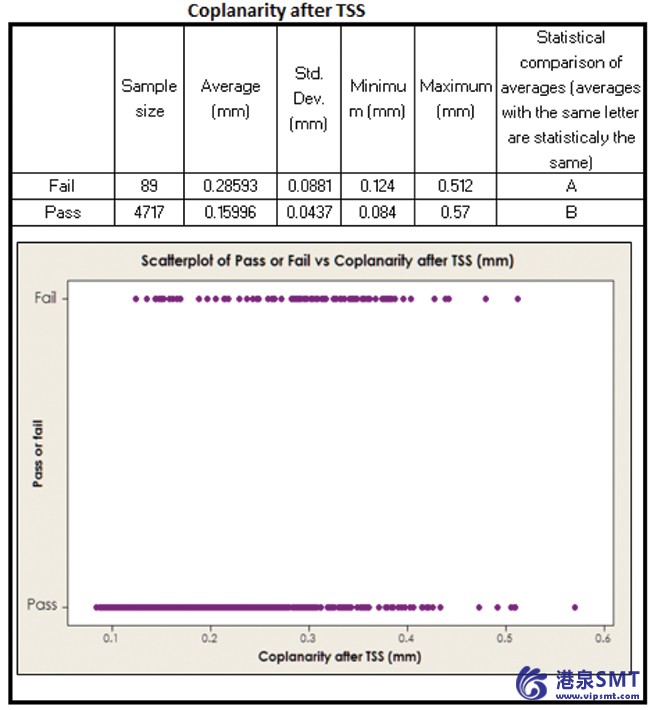
图 17。共面性的缺陷关系。
运行 logistic 回归分析,以确定在给定的板形缺陷的可能性揭示缺陷率,可以预测,平整度和董事会之间的关系在承运人大会开幕。图 18 中的图表明,0.177 毫米共面性,在焊料打开缺陷 1.08%机会。这关系密切的生产产量的 1%的缺陷。
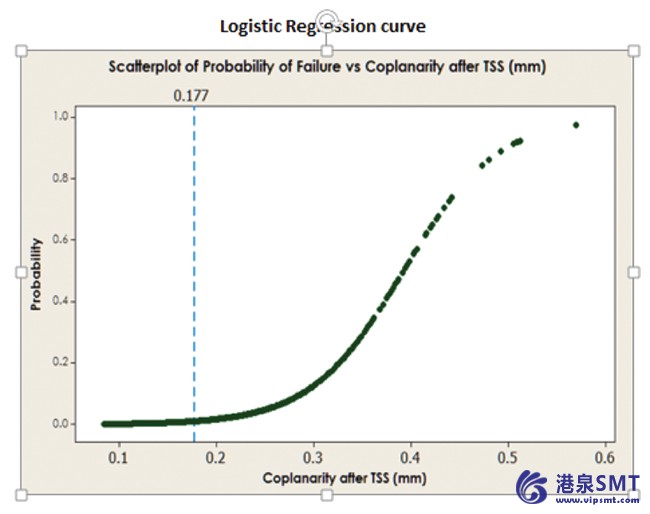
图 18。失效概率曲线。
第二阶段。实验的第二阶段被为了评价设计和材料的改进 PCB 板形的变化和过程中的稳定性。多氯联苯不被分为平面组 (如在第一阶段完成);相反,从进程的所有板被都用作为收到。20 组进行分析,与变化的材料和设计更改计划。表 7 说明的变化与材料用于每个的属性组。组 E 和 J 从供应商 2 未收到的时间,却没有在评价。
表 7。第二阶段属性组
通过比较共面每个变化,寻找最佳的平整度和变化最开始分析。从原始板数据,清晰的迹象表明,一种变异可能比别人更好。一旦加工板数据进行分析,改变了领先的候选人。这发生在底部和上部大会后。表 8 所示后顶边分析结果并将其绘制图 19 中。后罩加工,组 K、 N 和 O 显示最佳造成平均共面性。这些变化都是由供应商 1 和使用现有的材料。K 组是从一个工作小组非-角落;N 组在角落,有其它主板休息和 O 组也平衡了铜的顶部和底部。
表 8。邮政上部共面性测量
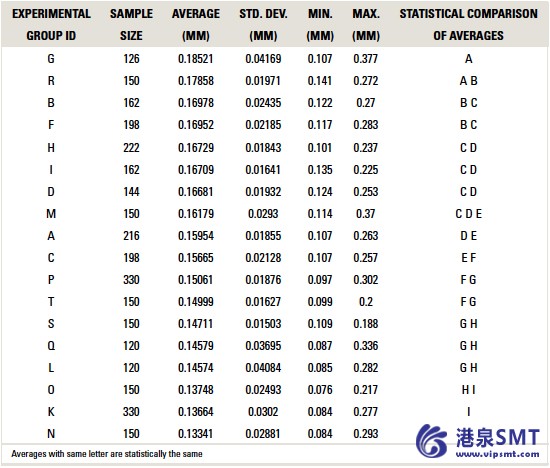
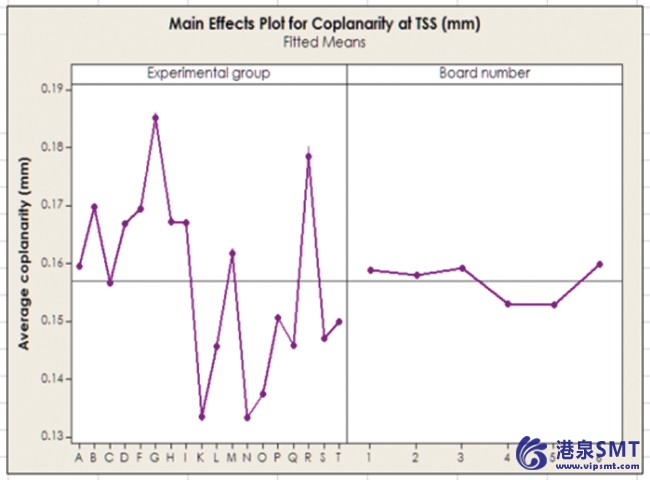
图 19。由组平均平整度的情节。
共面度平均值来传递和失败板情节透露通过议会有较小的平均值和标准偏差却也大量点的外框 (图 20)。这会使困难指向特定的共面性,以产生一个传递结果。
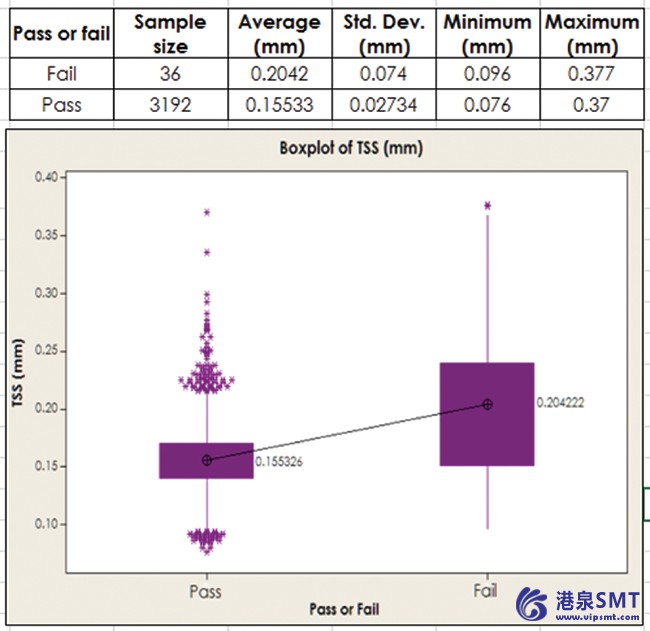
图 20。故事情节的共面性与测试结果。
第二部分分析了以匹配信息和通信技术测试结果与每个人的变化,看哪个其实有对结果的影响。列联表是为比较变化生成数量和失败的基础创造的。每个运行了皮尔逊卡方分析。结果表明供应商,板材料和铜的轨道变化没有统计学意义的相关性,与故障率。尽管在平整度的群体之一显示更好的性能,在 PCB 的铜平衡现有和改性板差异无显著性。
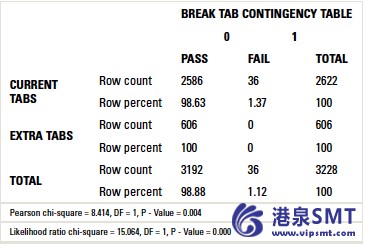
这两个属性发现有统计学意义的相关性,与故障率在工作面板中,在那里从非角板板显示更高的收益率,和向执行局更改将中断,定位模块移到角落的额外的休息时间在那里,没有缺陷 (表 9 和 10)。
表 9。面板位置分析
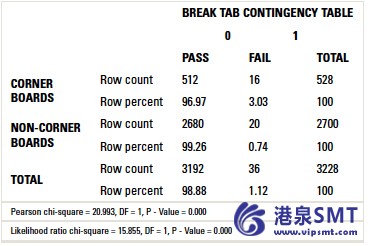
表 10。选项卡板的分析
结论
第 1 阶段。评价确定传入 PCB 共面性对收益率向承运人模块的程序集的影响。小组分成 A 组表现出比那些在 B 和 C 组的 ppm 缺陷低。Ppm 缺陷水平显著上升 B 组和组 C.组 A 中几乎翻了一番有较低的平均共面比那些在组 B 和 c。尽管在小组一级排序,A 组仍有个别模块与高共值但比其他组的百分比较低。
在分析传递和失败模块,PCB 共被发现有处理产量统计协会。通过模块均有较低的平均共面比失败模块。为了提高产量和消除板排序,改进需要进行制造过程中,通过改变设计或材料或两者的组合。
第二阶段。尽管从 PCB 供应商和产品开发团队的共识,PCB 材料和铜平衡并没有统计学上显著影响大会的收益率。平衡的铜属性可能代表供应商 1 样品损失的不足,并可能需要进一步调查。在工作小组中的板位置被发现影响故障率。委员会从非角位置显示更好的平均共面比那些从角落。此属性可能会很难改变,但将与 PCB 供应商进行调查。
有更多的选项卡位于 PCB 角板被视为对承运人附件成功产生最大影响。正在向小组的简单变化,这种变化可以很容易实施和监测中大批量。
引用
1.IPC-A-610 D,节 10.2.7,2004 年 11 月电子组件的可接受性。
2.JEITA ED-7306,”测量方法的封装翘曲在升高温度和最大允许翘曲,”节 3.6,2007 年 3 月。
主编︰ 这篇文章首先刊登在 9 月 2016 年 SMTA 国际,经作者许可,将在这里转载。
唐纳德 · 亚当斯是经理制造工程,汽车系统司;托德 MacFadden 是组件工程师;和仕 Maradiaga 是统计工程师在玻色 (bose.com);donald_adams@bose.com。瑞恩咖喱是应用工程师在 Akrometrix (akrometrix.com);rcurry@akrometrix.com。