
挑战异构装配应用的模板印刷技术

市场上出现了新一代近显微尺寸的SMT芯片电容器,称为0201(公制尺寸标签)或008004(英制尺寸标签)。到目前为止,使用这些组件的组装结果在很大程度上被公开和高度专有的内容所掩盖。预计组装过程的所有方面都将面临挑战,以适应该设备中体现的微型化的极端水平。本研究旨在探讨模版印刷与M0201(公制0201)电容器组件相容性之特性。电路板质量、模具厚度和模具纳米涂层是反映焊膏体积转移效率和原始体积印刷分布的主要实验变量。
WPAP6022602毫克
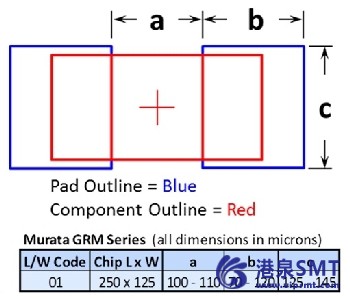
图1:M0201电容器尺寸和公差。
M0201型
名称M0201意味着外壳尺寸长度为0.2毫米,宽度为0.1毫米,而实际上这些尺寸是以0.25毫米x 0.125毫米的名义尺寸生产的(图1)。
在占地面积比较中,M0201仅占M0402(Imperial 01005)芯片组件的39%。M0201电容器于2014年首次用于批量原型组装测试。电阻M0201无源尚未提供。
M0201的印刷电路板接地设计选项如图2所示,如部件制造商所述。最小的焊盘尺寸为125μm x 70μm,与金属端部端子足迹大致匹配。最大的焊盘尺寸几乎是最小焊盘尺寸的两倍,即145μm x 120μm。
我们首选的衬垫设计如图3所示,这是建议衬垫尺寸范围的上限。使用这种尺寸的衬垫的动机包括:
 公司
公司
图2:M0201供应商垫尺寸建议。
在这个尺寸尺度上,过度蚀刻的铜可能会有问题。使用最大的铜垫设计至少有助于提高印刷电路板的可制造性。
通常,模具孔径大小模拟填充尺寸。最大的印台面积可以降低光圈面积比,并允许潜在的改进打印音量控制。
先决焊接量
确定一个合适的模具孔径能力需要具备适当的回流焊接接头形式的先决条件知识。为了确定这一点,参考了IPC-A-601E标准。图4说明了用于建立最小体积可接受的M0201焊点结构的模型。对于601E标准中未明确规定的尺寸,以作者的判断为准。确定最小焊锡量有助于建立模具设计,并根据焊锡膏检验(SPI)数据评估打印性能。
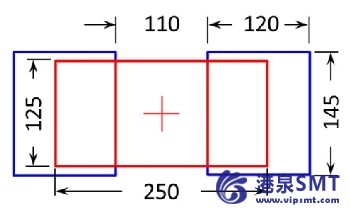 图3:用于饮用水研究的所选M0201垫设计
图3:用于饮用水研究的所选M0201垫设计
最小焊料体积的焊接终端的几何结构已简化为侧面(v1,v2)和终端触点(v3)末端的三角形,而最大的焊料接头体积贡献者是其下方的矩形区域(v4)。焊点厚度尺寸G对焊点总体积的贡献很大。由于这里的目标是确定最小的焊接体积,我们对601E标准的解释不要求焊盘完全浸湿以形成可接受的焊接接头形状。焊膏与金属的体积比可接受为2:1。由此发现,每个芯片组件终端应至少需要0.48毫微升(1nl=1000000μm3)的印刷焊膏体积,以形成可接受的回流焊点。请注意,该数量与所选焊盘尺寸成比例(即,较小的焊盘不需要太多的焊膏即可满足要求)。
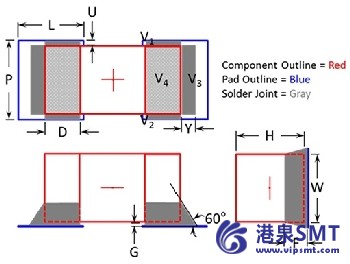 图4:最小焊接体积终端模型。
图4:最小焊接体积终端模型。
印刷模具必须设计有孔开口尺寸,允许锡膏转移,每个焊盘至少完成0.48nl。实现这一点的困难与模具厚度的实际限制有关。对于可能最早实现M0201的产品,目前使用的模板厚度为100μm。加入M0201将迫使使用更薄的模板箔,以降低由于孔堵塞而产生体积不足的膏状沉积物的风险。焊膏的印刷转移效率(TE)与模具孔径面积比成正比,这一点已被充分证明。面积比(ar)定义为孔径开孔面积除以孔径壁面积。
ar值从0.6进一步减小,将增加平均粘贴传输损耗,同时增加打印沉积尺寸和形状的散射。
要阅读SMT007杂志2018年3月发行的全文,请单击此处。