
助焊剂涂覆焊料的好处在 QFN 大会过程中瓶坯

■ 图 1。QFN.1
底部使用终止组件 (测试中心),如四-在没有线索 (qfn 器件本身),已成为庸碌的电路板装配世界。此软件包提供几个 bene ts 包括其小巧的外形,其热性能和电气性能优良、 易于 PCB 跟踪路由,和减少的引线电感。这些组件一般通过焊锡膏隶属于 Pwb 多氯联苯。大热垫,以及焊锡膏倾向出气期间这些组件的设计重新 ow 从 ux 挥发物,创建一个困难的挑战,在排尿控制内焊点。排尿可以有严重影响的这些组件,包括力学性能的联合,以及现场的热性能。涂层的 ux 焊料预制件可以添加到焊锡膏以帮助减少排尿。这项研究将侧重 bene ts 的利用现代 ux 涂层焊锡膏,以帮助减少排尿下 qfn 器件本身,以及设计和工艺参数,提供最优的结果与钎料预制件。
介绍
四-在无铅 (QFN) 组件和其他类型的终止的底部组件 (测试中心) 已经成为现代电子装配在司空见惯。这些类型的包都变得越来越炙手可热的手机等个人电子设备的小型化。然而,这些组件从 PCB 低的对峙挑战为表面贴装的排尿大热垫上。这些热垫上排尿可以导致过热
组件,并最终失败的组件。本文将讨论最近的工作表明如何优化过程中的焊锡瓶坯利用会同焊锡膏,增加焊锡量以及减少排尿上 QFN 热 pads.1港泉SMT
含卤素材料已成为更多的人关注电子业制造商努力提供更多的环境友好型产品。本文还将讨论使用无卤 ux 涂层与卤代的 ux 涂层的使用。
QFN 的挑战
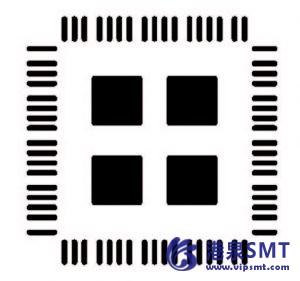
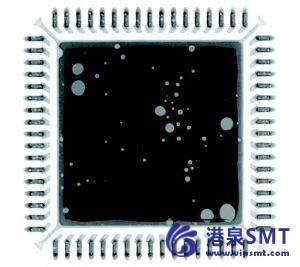
QFN 排尿是多年 PCB 制造商所面临的问题。Qfn 器件本身有没有线索,但有一个热垫在 QFN 的集成电路 (IC) 热进行印刷的线债券,如图 1 所示。
这种设计提供小到没有对峙从 pcb 板,使它具有挑战性的 ux 出气期间重新 ow。自焊锡膏是大约 50 %ux 的体积,ux 出气是丰富。Ux 配方及粉末粒度分布的研究进展帮助推进能力与焊锡膏,但与某些组件,如 QFN 封装仍然存在一些挑战。过度的排尿可以抑制热垫上 QFN 与 PWB 垫换热。
确定无效的标准
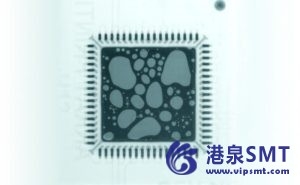
■ 图 2。QFN 排尿过多。
制造商需要确定自己下 qfn 器件本身的最大允许排尿百分比为他们的程序集,因为当前有没有让一个上限,最高的行业标准。虽然 IPC-A-610 标准不给球栅格阵列 (BGA) 类型组件的排尿的限制,该规格阳离子不适用于 qfn 器件本身或其他测试中心。一些制造商允许排尿下他们 qfn 器件本身的高达 50%,主要是由于无法实现其现有的低排尿焊锡材料。图 2 显示了一个常见的例子的可怜 QFN 排尿。
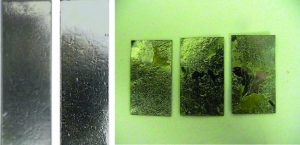
■ 图 3。新的 ux 涂层技术 (左) 与旧的 ux 涂层技术 (右).2
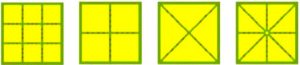
■ 图 5。模具孔径设计 QFN 无效缓解 [3]。
现代焊锡材料
焊锡材料的选择是一个重要的考虑因素时设置过程与 qfn 器件本身.焊锡膏技术过去几年,尤其是在无铅、 无清洁材料领域走过漫长的道路。随着提供排尿性能良好,焊锡膏必须能够解决问题,头在枕头 (HIP) 和非湿等打开。无卤要求正在变得越来越普遍,以及出于环境的考虑。
■ 图 4。助焊剂涂先生图。
焊料的 ux 涂料已被证明减少排尿 qfn 器件本身基于先前测试下预制件。然而,近日有改善甚至 ux 涂层技术。它是必须要有足够的 ux 百分比对预制件允许为良好的润湿性,但不会有足够多的用户体验,可能有助于排尿。用户体验的应用程序的新方法允许在瓶坯比以前可行沉积低的 ux 百分比。在许多情况下,用户体验百分比可以低至 0.5%。与瓶坯 ux 涂料的另一个重要参数是涂层的均匀性和 atness。Ux 涂料的缺陷可以导致润湿或排尿问题。图 3 显示了示例旁边新代 ux 涂层的上一代用户体验涂层。
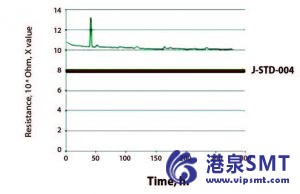
当然,电器可靠性是任何不清洁的体验的另一个主要因素在我们的测试中使用的特定的下一代用户体验涂层通过主席先生在险种欠状态测试。
■ 图 6。窗玻璃孔径设计紧缺系数与钎料量在热垫上。
常见的 qfn 无效缓解方法
制造商已多年来在努力消除排尿下 qfn 器件本身.图 5 显示一些例子都用于允许用户体验来出气在回流焊过程中的路径的模具孔径模式实施几个不同的模具设计 ︰
不幸的是,这种模式可以成为更成问题,如果带走了太多的钎料量,如图 6 中所示的示例。
模具孔径设计这真实的例子,就相当于大约 55%的热垫正在打印。这多孔径减少将导致排尿,由于缺乏钎料量。

■ 图 7。QFN,瓶坯,粘贴堆栈向上。
实现过程注意事项锡膏瓶坯
它被建议焊料瓶坯大约一半的印刷的焊膏厚度。然而,瓶坯应至少 0.0015″ 厚以防止弯曲时他们被放置。它是关键是 suf 系数锡膏暴露钎料预制块的周围,该组件将坚持董事会和之前重新不斜 ow。出于同样的原因,势在必行的预制棒被放入打印粘贴足够远,以便粘贴是预制块以上。图 7 显示堆栈向上为 QFN 热垫代表插图 ︰
无卤材料
■ 图 8。捷普 QFN 测试板。
随近年来的 RoHS 和达到法规制定,含卤素化合物已证明作为对环境不友好。含卤素材料含有共价键的卤化物,是元素周期表中第 7 组中的任何。这些包括氯 (Cl)、 溴 (Br)、 uorine (F)、 碘 (I) 和砹 (At)。要无卤,完工产品必须不包含任何的这些元素。卤素通常用于作为活化剂包在用户体验中的一部分,因为他们是特别有效的去除氧化物。传统上,缺乏的卤素中焊料灌输已产生了负面的影响对性能的材料,因为它使他们更有效地去除氧化物少。因此,为了实现等效的润湿性和聚结,更多的活化剂是 needed.4
设计实验 (DOE)
■ 图 9。回流焊曲线。
在此研究中,两种不同焊料预制件 ux 涂料进行了测试,看如果焊锡结合的 ux 涂层预制块的影响粘贴将减少下热垫物 QFN 排尿。此外,三种不同瓶坯尺寸也测试,看看焊料的最佳量会减少排尿。
实验设备
对于该测试,我们想要确定最优的 X / Y 尺寸焊料瓶坯提供最少的排尿。用于印刷在此测试中的模具也保持一致的还有 0.004″ 厚度。我们想要执行测试与什么往往被视为业内”最坏的情况”在模具孔径设计,和,因此,打印没有窗玻璃设计的 ux 出气 QFN 的整个热垫。

■ 图 10。瓶坯放在粘贴。
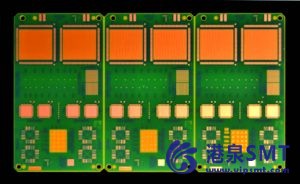
利用公开可用的测试板,其中有十二个 QFN 地点每小组 (见图 8)。董事会 nish ENIG,并热垫尺寸是 0.33″ x 0.33″。
普遍的大乱斗挑选和地方机用于放置预制成糊状以及 QFN 封装。
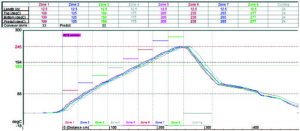
图 9 显示了 re ow 临乐用于此测试与标准空气环境 (无氮)。
实验材料
在这个实验中,两个不同瓶坯 ux 涂料进行了测试。通量 A 是不干净,无卤 (ROL0) ux,应用 0.5%按重量计算。通量 B 是免清洗、 卤代 (ROL1) ux 拟订按重量采用 0.5%。这两类用户体验涂料 SAC305 焊锡合金作测试瓶坯。这种测试被为了看到是否涂层的无卤 ux 预制件可能执行相当于或优于卤代的 ux 涂覆的预制件。
■ 图 14。X 射线 QFN 与预制件。
在这个测试中,钎料坯尺寸被不同来确定多少焊料将最 bene 人工在排尿。根据关于焊料法则瓶坯厚度与焊膏印刷的厚度、 瓶坯厚度保持一致对所有样本来说在 0.002 ″ 厚。方形瓶坯与三种不同 X/Y 维度被用于这一测试 ︰
1.0.165″ x 0.165″ x 0.002″ (50%垫大小)
2.0.265″ x 0.265″ x 0.002″ (80%垫大小)
3.0.279″ x 0.279″ x 0.002″ (85%垫大小)
我们保持焊锡膏一致进行测试,并利用现代 SMT 免清洗,无卤,SAC305 材料类型 4 粉网格大小。
结果
图 10 显示一个形象代表的如何通过放置直接进入焊锡膏瓶坯 (大小 3,85%的焊盘的大小) 进行了研究。
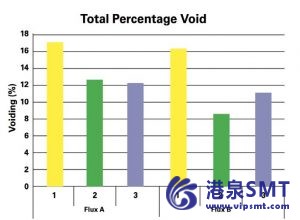
■ 图 11。总 %虚空。
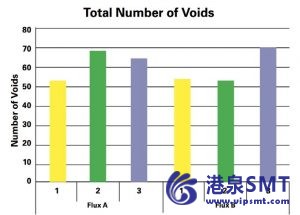
■ F 忘掉 13。平均总数的空隙。
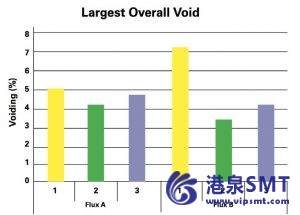
■ 图 12。最大的整体虚空。
分析完排尿的数据从执行测试,收集以下的测试结果。Rst 图 (图 11) 显示了总百分比排尿结束整个导热垫,而第二幅图 (图 12) 显示的最大的整体每瓶坯大小和 ux 类型无效。最后一个图 (图 13) 在整个热垫每瓶坯大小和 ux 类型显示平均总数的空隙。
从这些结果可以确定大小 2 预制块 (0.265″ x 0.265″ x 0.002″),这是总的 PCB 焊盘面积的 80%和大小 3 瓶坯 (0.279″ x 0.279″ x 0.002″),这是总的 PCB 焊盘面积的 85%,是最优的瓶坯大小在总排尿的问候。尺寸也是最优的 ux A 和 B 时相比大小 1 (0.165″ x 0.165″ x 0.002″),仅为 50%,总垫大小具有最小总空隙。这显示较大的钎料体积采用涂覆 ux 的瓶坯产生较好的整体效果。
当比较 ux A 到 ux B,ux A 是要么媲美 ux B 或它提供无效缓解改善。这表明无卤 ux 涂层可以执行相当于或甚至优于卤代的 ux 涂层。图 14 显示的 ux 涂层 A 与大小 2 瓶坯的示例。这导致排尿 5.2%,这是远低于 50%,排尿行业可能现在能看到。
结论
窗玻璃模具设计虽然减少排尿下 qfn 器件本身的常用方法,钎料量缺乏可以实际上否定创造的这种设计的改进出气路径的影响。是否打印完整的热垫或窗玻璃设计,增加钎料量获得通过添加 ux 涂焊锡预制件已被证实可以改善结果。越大的百分比总垫尺寸预制块这个测试显示的结果是,越低的整体排尿是,以及整体大虚空。而且,人们普遍认为无卤灌输提供劣质的性能,涂层的无卤 ux 产生可比性,或更好的结果,相比卤代的 ux 涂层。我们执行的测试表明选择最优尺寸相对于 PCB 上垫尺寸预制的重要性。它还显示 QFN 排尿瓶坯通过减少是可能的同时辅以无卤 ux 涂层,而不是含卤素 ux 选项。
确认
我们要感谢为使用此测试帮助他们进步过程实验室 (APL) 的国际文书。
引用
1.尽量减少排尿 QFN 封装使用焊料在瓶坯。赛斯 · 荷马和夏 C.斯基,博士,PE,铟公司。
2.排尿减少 BottomTerminated 组件 (BTC) 与改进的助焊剂涂层。赛斯 · 荷马和夏 C.斯基,博士,PE,铟公司。
3.影响热垫图案上 QFNVoiding。井架 Herron、 Dr.Yan 刘和博士宁郑李、 铟公司。
4.焊接无卤 PCB 装配 Pro-塞斯的挑战。蒂莫西 · 詹森、 阿曼达 · 哈特尼特和夏 C.斯基,博士,PE,铟公司。
5.http://www.practicalcomponents.com/home/print-view.cfm?ty pe = pcb 及滤 = 1041年 & phid = 400