
精益生产之组装线流线化生产操作手册
1.目的
通过流线化生产达到降低成本、提升效率、保证品质的目的。
2.适用范围
本制度适用于制造部组装车间现场,并随着公司的变化,不断修订和完善。
3.权责
3.1生产部:负责执行各个环节要求的执行。
3.2工程部:《SOP操作制订》及生产线平衡的调整,现埸作业人员的培训。
3.3品管部:负责首件,不良品,异常的确认及跟进改善、成品检验。
3.4仓 库:负责按每60套拉动一次做净菜备料上线及产线不良品的退补作业。
3.5 PMC :依工时标准及T/T时间安排生产进度,物料跟进。

4.术语解释:
无
5.内容:
5.1 领料及首件制作
5.1.1 文员根据《周生产计划》打印出对应客户版本的BOM表,并整理出操作程序图,《产品标准作业票》,SOP,《客户需求明细》,《机型套料明细》,并确认所需要的工治具,设备,人员需求,如有异常要在20分钟确认出结果,不能解决的要同时告知主管,由主管处理.(所有的文件整理均有文员完成后整套的交给组长)
5.1.2 每班可按15人允许一个待岗人员的要求作人员储备,该部分待岗人员主要应对各种异常造成人员不足时顶位。另外,如因异常造成停工待料的作业人员在4H内可以在读书角学习或在单元线作实物操作,不用下班。具体参照《多能工培训办法》
5.1.3组装部个生产线根据PMC发出的《周生产计划》要求,提前1H,生产线组长安排当线上料员准备对应的生产套料,依生产机型对应的套料单:
到丝印,SMT,仓库领去1或2小时用量的材料. A类物料要全数清点。领用后若发现A类物料少了,则由生产开超领单补料,但费用需生产单位自己承担.
5.1.4.1 工程要在上线前三天把《仓库容使用规范》发放给仓库和生产.新机型要在订单评审后一个星期完成发放.
5.1.4.2 仓库需依据工程发放的《仓库容使用规范》作业,如果包装数量与方式与《仓库容使用规范》文件不符,生产上料员,有权拒收此批材料,并在5分钟内告知仓库主管,要求仓库按要求进行返工.
5.1.4.3 如果仓库没有按照工程发放的《仓库容使用规范》作业,造成的生产拒收,由仓库承担造成的停线及返工备料的工时.
5.1.4.4 如果仓库严格按照《仓库容使用规范》作业,产线需收料,但到了生产现场却不能直接使用(即生产还要重新整理一次),这判断为工程的《仓库容使用规范》不符合生产要求的,由工程承担造成的停线及返工备料的工时,并对批量进行返工,达到上线要求.
5.1.5 根据SOP工艺排序要求,把仓库备好的物料放在指定的区域内,每个工作区域的标准作业宽度为80公寸,物料摆放在作业员双手扇形作业区域内。上料要以机型的难易程度,
分20套或30套为一个批量,该批量完全用后,工位作业员和上料员要清点数量是否正确,如不正确要对已做成的20套或30套成品作返工处理。直到已上的套料数量与完成品完全对应。
5.1.6 作业员开始作业时,要先全面阅读SOP内容,完全了解作业内容及品质标准。
5.1.7 首件制作时:生产线组长,工程PE/IE,品保IPQC要同时在线。要求每个工位作1PCS半成品首件放入首件筐中,另作1PCS对应工位的完成品放在该工位,同时IE作业流程的工艺排序与实际作业对比,对不合理的地方要求IE调整,同时IE要对SOP及操作程序图修改,品保作确认OK后方可开始生产。
5.1.8生产正式开始时,作业员要对作业台面上的半成品、完成品,作重复确认与检查,OK后到下一制程,同时开始接收前工位的完成品,互检后开始本工位作业。
5.1.9 互检自检的重要内容:上工位和本工位作业的重点项目及需确认内容: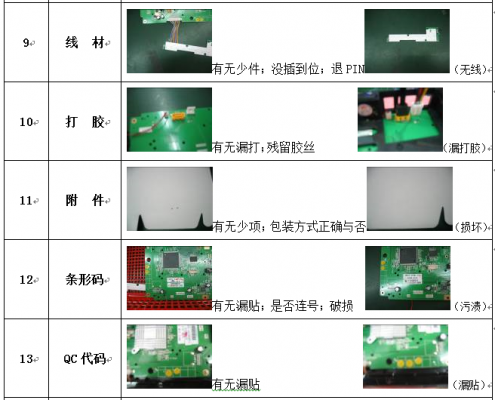
5.2 异常处理:材料的材损、制损;软件、电子、结构性问题
5.2.1 在作业过程中,如果发现有材料不良,制程材料损坏或上一工位作业不良时,作业员应用红色不良箭头标签在不良位置标示并放置在不良品筐内,判定标准依据《SOP作业内容》《外观检查标准》。
5.2.2 组长对不良品作确认处理。
5.2.2.1材料不良发生时,上物员1H内回收一次不良品,放置在物料车的不良品放置处,经品保IPQC确认签字。下批到仓库领料时与仓库作兑换。在每天的11:30、16:30分两次集中汇报给文员,文员把内容填在《材料不良统计表》上,主管签字后交给仓库,5%以上时要开《异常单》,按《异常流程作业办法》处理。
5.2.2.2制程作业不良,组长要把不良品拿给造成的工位确认,并找出正确的作业方法,在开会时作宣导,返工由本工位单独进行,不得占用全线作业时间。
5.2.2.3制程作业材料报废造成同5.2.2.1,不良物经IPQC确认后贴上标签与仓库兑换,仓库在工单结完后,拿制程损坏退补料单给生产主管签字作消帐。
5.2.2.4功能不良,由物料员送维修修理,并作成完成品,再在当班返回测试,认为不良是组装造成的组装依5.2.2.2进行,如为4F造成的要通知4F主管到现场确认,并提出改善对策。
5.2.2.5如果异常的现象超过5%时要及时通知工程、品保、PMC、RND、采购到现埸处理。依据《异常流程作业办法》,2-5-8原则。
5.2.2.6异常处理后,开线时需生产、工程、品保确认对策内容。确认OK后方可量产,并对不合格品作隔离、数量清点、封存作红色标识。同量要与PMC,权责部门确定处理时间及处理方式。
5.3 结单/入库:
5.3.1.生产时的退料动作需在当班完成,仓库保证有足够的备损材料,保证生产当日结单。
5.3.1. 如果发生因材料不良或不足(组装线以外的BOM资源统称为材材)造成了产线不能继续作无间断生产时,组长要报告PMC,提出转线,或调班申请.若转线时间要求为5分钟.
5.3.2.在当天若没有达到当日产量规定,若需加班清尾时,生产线只需派该线总人数1/2以下的人员进行当班清尾,如果仓库的材料没办法保证当日结单,与生管协调全部下班。
5.3.3. 每条线成品送检的批量为120台,生产需在送检单上填上详细的生产日期及送检时间、线别、人员。品质人员应在当日下班之前作出品质判定,并在送检单上注明品质判定结果,如果出现了不合格批,请按抽验不合格品程序处理。
5.3.4.每条生产线有五个栈板的成品放置区。产线物料每日把检验OK的成品依日期顺序排列依
次放入成品放置区,并检查标识。
5.3.5.成品在3F的堆放时间为3个工作日,存放超过3个工作日,产线的成品物控应向PMC提出,让其无条件拉走,不允许放置生产车间。
CN36产品,当日生产好需立即入库,不可以在产线过夜.
5.3.6.每日生产检验OK后的成品,由成品物控确认后,向仓库开手工交库单,仓库作签收。待工单生产全部结束后,仓库作一次过帐。
5.4 容器的使用: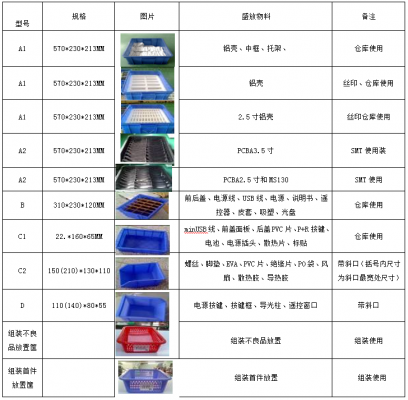
5.5 生产线清线要求:
5.5.1.组装不再有公共垃圾区及人员
5.5.2.每条线的垃圾固定本区域内堆放,送检员定时拉下去处理。
5.5.3.当班结束时的垃圾应有当班人员随手放置一楼指定区域。
5.5.4.生产线的电源设备关闭,凳子按统一要求齐平流水线边缘摆放。
5.5.5.上工单的首件与不良品清理干净。
5.5.6.工位上没有多余的杂物。
5.5.7.每个工位在下班后需摆放1PCS OK品,1PCS样品,经品保确认OK。
5.6 产能、品质:
5.6.1. 生产文员每2H会播报一次生产的产能、品质、5S状况,只报OK的
5.6.2. 生产协调会间改为每日下午5点。针对当日的生产达成状况,生产每条线要作达标与没有达标的报告,并对没达标的原因作详细分析,权责部门在当日给出改善对策。权责介定依据《生产异常流程作业办法》判定为准。
5.6.3.产能达标的定义:当日计划线别,用计划人数,在计划的时间内,依照计划机型,作出了计划的数量,并在当日作了入厍。具体体现在生产日报表上。有一项不附合要求,或
有一片产能没有达到就会严格判定为没有达标。
5.6.4. 每月各线评优标准,请依照《组装团队竟SAI作业办法》执行。
6.附件参考资料:
《NPS现场操作手册》 《制程检验规范》 《维修记录表》
《产品操作程序作业办法》 《材料不良报表》 《产能汇总表》
《组装评分标准》 《多能工培训教材》 《品质检验记录表》
《首件确认表》 《成品送检单》 《QC代码管制表》
《生产计划排程表》 《现场IE基础》
7.本规定自2014年9月1日起执行。