什么是波峰焊,波峰焊接过程是怎么样的
一、什么是波峰焊?
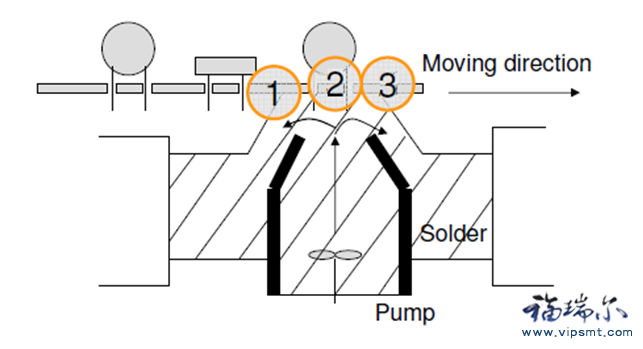
解释1,波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象。
解释2,波峰焊是将熔融的液态焊料,借助于泵的作用,在焊料的槽液面形成特定的焊接波,将插装了元件的PCB板放置于传送链上,经某一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点的焊接工程。

二、波峰焊接过程是怎么样的?
波峰焊过程,主要可以分为安装治具、涂助焊剂、预热、焊接、冷却这几个阶段,如下图片示: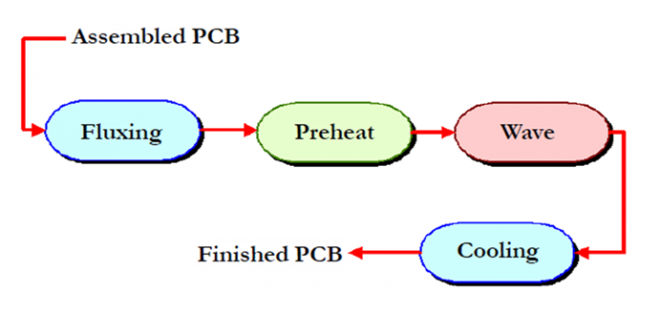
三、波峰焊接过程有什么控制要求?
1、安装治具:
波峰焊接对PCB板的平整度要求很高,而车用电器元件的PCB板厚度一般只有1.6mm,对其翘曲度的要求本身就很高,而在波峰焊过程中就更应注意控制热变形的程度。给待焊接的PCB板安装夹持的治具,可以限制基板受热形变的程度,防止冒锡现象的发生,从而确保浸锡效果的稳定,这对于较薄的PCB板尤为重要。
若波峰焊过程中经常在PCB板上留有溅落的锡渣,则可以考虑在治具上增加防护罩。同时,治具是否定期清洁也需要关注。
2、涂助焊剂:
a.助焊剂的作用
1,清洁待焊表面可能存在的氧化层
2,防止金属表面的再次氧化
3,降低液态焊料的表面张力,提高扩散能力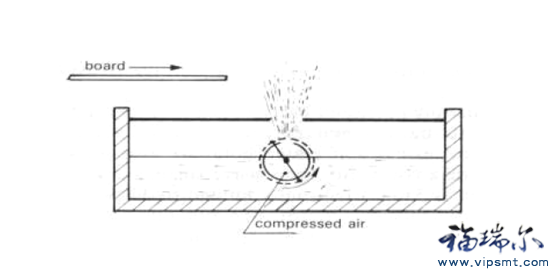
现一般采用喷雾式系统进行助焊剂喷涂,过程中需要重点管控的是涂布量和均匀度,即要求均匀涂布,且涂布的助焊剂的量要求适中。
当助焊剂的涂布量不足或不均匀时,可能造成焊盘的活化不足,导致漏焊、虚焊或连焊。
当助焊剂的涂布量过大时,会使PCB焊后残留物过多,影响外观,甚至出现吸潮、腐蚀线路板等问题。过多的助焊剂在预热过程中有可能滴落在发热管上引起着火,影响发热管的使用寿命,产生安全隐患。
b.助焊剂的管控要点
影响助焊剂涂布量的一些重要的监控参数包括空气压力、助焊剂比重(浓度)、传送速度等。这些参数必须体现在首检、点检等项目中。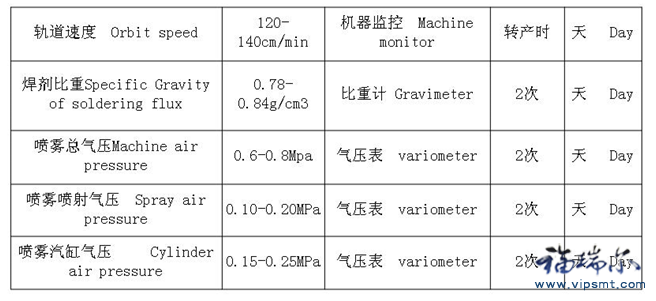
对于助焊剂的涂布均匀度,可以在PCB板底部贴传真纸过喷雾,通过对助焊剂喷涂痕迹的面积、密度,与标准图样对比,进行目视检查。采用这种方法,还可以通过喷雾前后称重,计算重量变化以量化喷雾量,作为评判依据的参考。
3、预热:
a.预热的作用主要有
1,使助焊剂缓慢挥发
预热不足,可能会导致助焊剂中的液体溶剂在到达波峰时剧烈汽化造成焊锡飞溅,产生锡渣;
而预热过度,会使助焊剂的活性成分过早挥发,失去润湿作用,导致焊接时造成桥接或拉尖。
2,减少焊接时产生的热应力
在预热不足的情况下,焊接过程中因骤热产生的热应力可能会对某些元器件造成损伤
如上所述,该过程的关键控制点为预热温度和预热时间
一般预热温度为80~130℃,预热时间为1~3min。预热过程控制得好,有助于防止虚焊、拉尖和桥接,减小焊料波峰对基板的热冲击,有效地解决焊接过程中PCB板翘曲、分层、变形问题。
4、焊接:
焊接过程
①进入区 PCB板以一定的角度和深度开始与波峰接触。
②传热区 在进入区与脱离区之间,电路板与焊锡直接接触。虽然零件与熔锡接触瞬间就可以达到焊锡的温度,但为了更好的吃锡性,需要更多的时间。
③脱离区 在脱离区,多余的锡将被拉回到锡糟中。