
元件焊接的基本知识
1,元件焊接介绍
焊接是使用低熔点的金属合金(焊料),将元件的电气触点熔合到电路板焊盘的过程。正确的焊接能够使连接强度和导电性最大化。不良焊接会导致连接不良,产生较大的电阻,从而引起焊接处的热积累,并且可能导致元件失效。
根据元件类型及其安装的焊盘来确定适当的焊接方法。热量和加热持续时间是由元件、电路板、焊盘、焊料(和助焊剂)以及焊接环境的热传导特性决定的。因此,有效的焊接需要合理控制的条件。通常需要做一些试验来为每个应用确定最佳的条件。

2,焊料种类
焊料有焊膏、焊丝(也叫焊线)、焊条及其他预制形式。焊料的合金组合有很多,但电子中最普遍的是63Sn/37Pb (63% 锡,37% 铅) 焊料,它的熔点是183°C(361°F)。
环境管理部门竭力要求使用低铅或无铅焊料。常见的无铅焊料成分是96.5% 锡/ 3.5% 银。锡/银焊料的熔化温度较高(221°C / 430°F),用它来代替含铅焊料时,会给制造过程带来一些困难。整个电路的设计必须能够承受使用低铅或无铅焊料所需达到的高温。另外一个环保的方法是,使用“免清洗”焊料,避免在回流焊后使用CFC清洗剂去清洗。
3,助焊剂
助焊剂用于焊接区域以清除被焊金属表面的氧化物,并且促进焊料的流动。如果金属氧化物没有清除,焊料就不能很好地附着在焊盘上。助焊剂可以和焊料分开使用,在焊接前先沾上助焊剂,或者作为焊膏或松香芯焊料的组成部分进行使用。焊膏通常包含有助焊剂,松香芯焊料中心有助焊剂。这些焊料熔化时,释放出助焊剂,而不需要另外使用助焊剂。
4,一般焊接事项
所有焊接应用需要考虑以下事项:
准备 – 清洁的焊接区域对于焊接来说是很重要的。清洁的焊接区域使焊料能够均匀地附着在接合面上(润湿)。
焊接方法 – 元件类型和尺寸以及您的特定应用决定焊接的方法。
材料选择–元件触点、电路板焊盘、焊料和助焊剂材料必须与焊接方法相适宜。
最大温度–焊接材料和方法决定温度条件。所有元件必须能够在规定的持续时间内承受焊接作业的最大暴露温度。
5,焊接方法
根据特定的应用、产量、时间要求和焊接的元件类型决定适当的焊接方法。自动焊接方法包括波峰焊、红外线(IR)回流焊、空气对流回流焊、辐射热回流焊和汽相焊接。手工焊接方法包括使用烙铁并用焊丝作为焊料,或者用焊线或焊膏进行回流焊,或使用热风笔或枪。
在只使用表面贴装技术(SMT)元件时,回流焊是最好的。对于通孔插装元件以及同一块板上既有通孔又有SMT元件的情况,通常使用波峰焊。在某些情况下,会结合使用波峰焊和回流焊。
6,热条件
无论是何种焊接方法,选取最适当的预热、加热和冷却周期能够使所有焊接点完全润湿并最大限度地减少热应力。热太少的话焊料就不会熔化且流动性差。如果过热,就会在焊料凝固之前发生氧化,形成“冷”焊接。过热还会损坏元件或电路板。与正常的焊接连接相比,冷焊接连接比较脆弱且电阻较高。急速加热或冷却会产生热冲击,从而使材料破裂。建议逐渐冷却至室温,以避免热冲击。
7,回流焊条件
对于所有焊接方法,电路板装配的最佳回流焊条件取决于焊料、焊料量、助焊剂、每个焊接元件的温度极限、电路板和元件材料的热传导特性以及所有元件的布置。例如,装有散热元件的产品,其加热周期比同一块电路板上的其他元件要长。电路板组装有较不坚固的元件,因其温度与时间的限制,最终可能决定须使用的实际温度条件。因此,线艺不规定我们元件的焊接条件。
对于你们的特定应用,请联系焊料、电路板和元件制造商以确定温度极限。请看温度极限,了解我们的片式和功率电感的最大温度规格。
8,焊料量
焊料填充效果由产品大小、端子类型和焊盘形状决定。建议通过做试验来确定用于焊接点的焊料量。焊料填充范围应约为电感端子的高度。片式电感、功率电感和“弹簧”电感最理想的焊料填充效果如图1所示。
9,产品位置
立碑(又称为吊桥),是焊接时元件一端翘起的现象。它是产品两端受力不均匀造成的。为了避免焊接过程产生立碑或SMT元件的移位,要确保所有焊接点的焊料量、位置和加热均匀。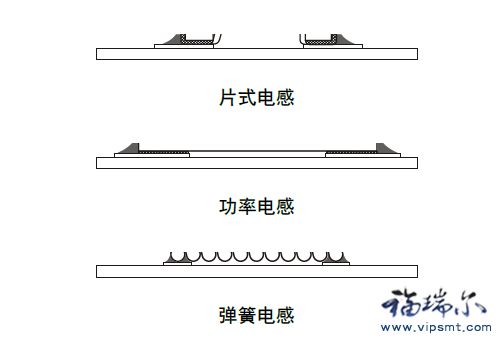
当非屏蔽电感互相靠近时,其磁场会发生耦合。距离越近,磁耦合越强。要减小电感耦合,相邻电感的焊盘间距不要太窄。
10,粘合剂
如果使用粘合剂预先安装元件,确保它尽可能远离焊接点区域。如果使用粘合剂过量,它会渗入焊接点,产生焊接问题。
11,重焊焊接点
对焊接点进行手工重焊时,建议使用热风回流焊,它比烙铁更易于操控。如果必须使用烙铁,请依照后面的手工焊接工艺说明进行操作。
12,片式电感焊接
根据表贴式元件的尺寸,按照下表来选择焊接方法。焊接方法的选取要基于温度控制和均匀的热分布。回流焊始终是均匀和受控焊接的首选自动方法。不主张波峰焊,因为在焊接前它需要通过单独操作将产品固定在电路板上。使用手工焊接时,热风枪能够为焊接提供合理控制且均匀分布的热量而无需直接接触。因为缺乏温度控制,不建议用烙铁来焊接较小的片式电感,尽管很小心地控制。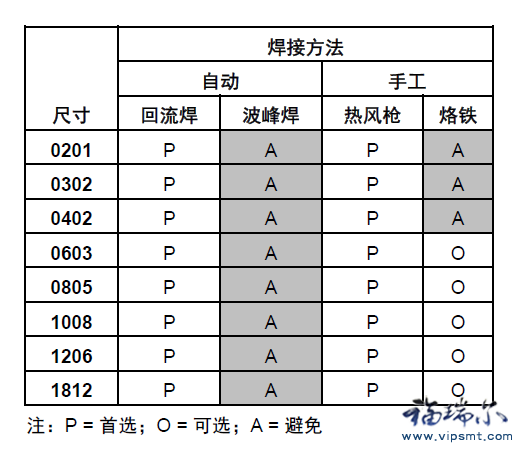
13,温度极限
我们的片式电感满足下列抗焊接热条件:
>217°C,90秒(+260°C ±5°C,20–40秒),3次回流焊,每次回流焊之间允许产品冷却至室温。
14,功率电感焊接
选择片式电感焊接方法的逻辑同样可用于功率电感的焊接。回流焊是SMT元件的首选方法。也可以使用其他方法,但它们的过程控制通常不如回流焊。
15,温度极限
我们的功率电感满足下列抗焊接热条件:
>217°C,90秒(+260°C ±5°C,20–40秒),3次回流焊,每次回流焊之间允许产品冷却至室温。
手工焊接的标准焊接方法 请查看:https://www.vipsmt.com/news/gsxw/3093.html